Before reopening society in December 2022, China had not achieved sufficiently high vaccination coverage among people aged 80 years and older, who are vulnerable to severe infection and death owing to COVID-19. Suddenly ending the zero-COVID policy was anticipated to lead to substantial mortality. To investigate the mortality impact of COVID-19, we devised an age-dependent transmission model to derive a final size equation, permitting calculation of the expected cumulative incidence. Using an age-specific contact matrix and published estimates of vaccine effectiveness, final size was computed as a function of the basic reproduction number, R0. We also examined hypothetical scenarios in which third-dose vaccination coverage was increased in advance of the epidemic, and also in which mRNA vaccine was used instead of inactivated vaccines. Without additional vaccination, the final size model indicated that a total of 1.4 million deaths (half of which were among people aged 80 years and older) were anticipated with an assumed R0 of 3.4. A 10% increase in third-dose coverage would prevent 30,948, 24,106, and 16,367 deaths, with an assumed second-dose effectiveness of 0%, 10%, and 20%, respectively. With mRNA vaccine, the mortality impact would have been reduced to 1.1 million deaths. The experience of reopening in China indicates the critical importance of balancing pharmaceutical and non-pharmaceutical interventions. Ensuring sufficiently high vaccination coverage is vital in advance of policy changes.
Citation: Yuri Amemiya, Tianwen Li, Hiroshi Nishiura. Age-dependent final size equation to anticipate mortality impact of COVID-19 in China[J]. Mathematical Biosciences and Engineering, 2023, 20(6): 11353-11366. doi: 10.3934/mbe.2023503
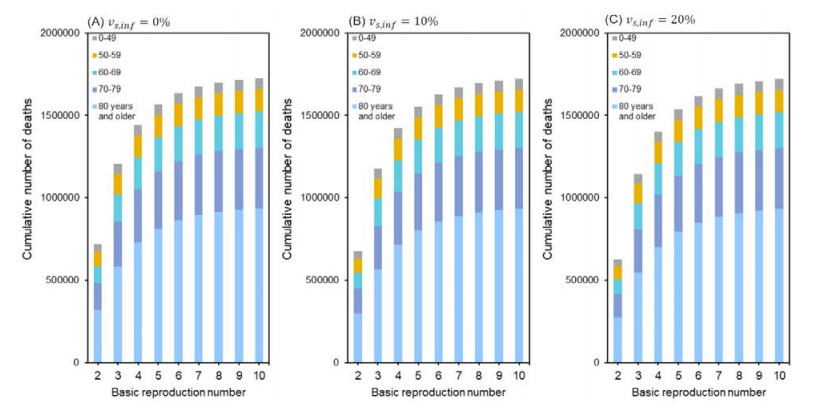
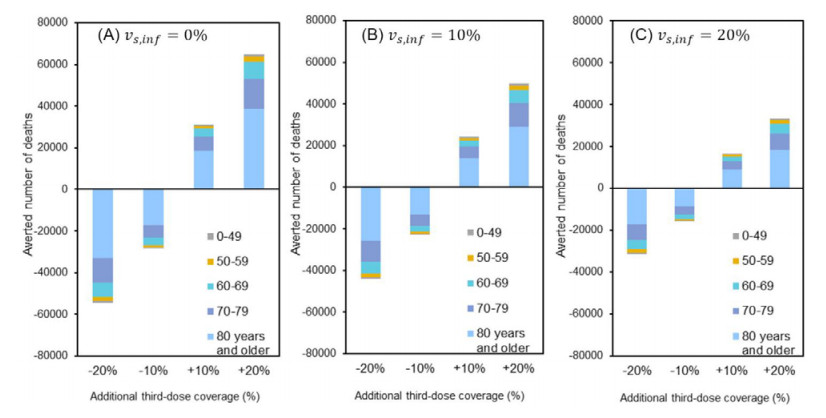
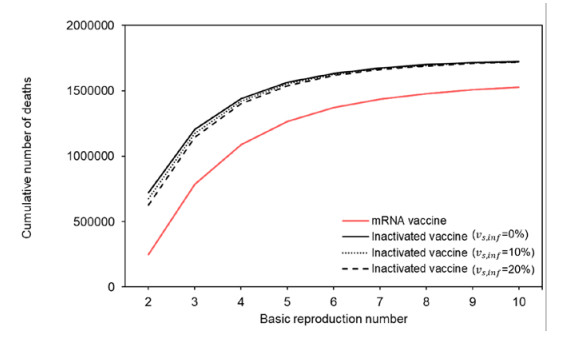
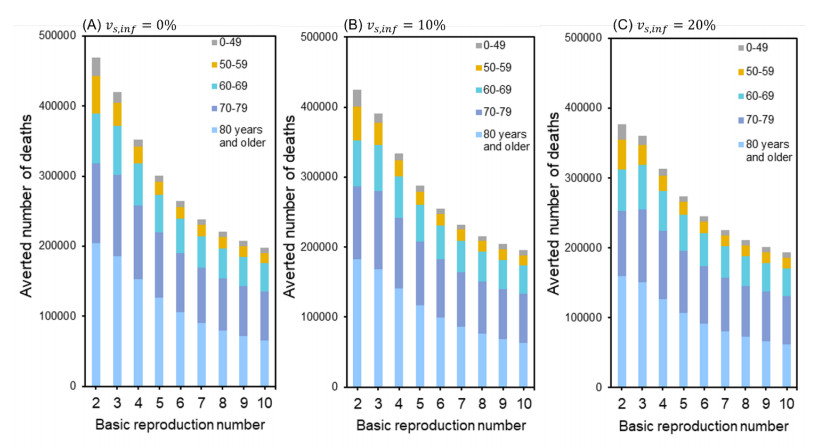
Before reopening society in December 2022, China had not achieved sufficiently high vaccination coverage among people aged 80 years and older, who are vulnerable to severe infection and death owing to COVID-19. Suddenly ending the zero-COVID policy was anticipated to lead to substantial mortality. To investigate the mortality impact of COVID-19, we devised an age-dependent transmission model to derive a final size equation, permitting calculation of the expected cumulative incidence. Using an age-specific contact matrix and published estimates of vaccine effectiveness, final size was computed as a function of the basic reproduction number, R0. We also examined hypothetical scenarios in which third-dose vaccination coverage was increased in advance of the epidemic, and also in which mRNA vaccine was used instead of inactivated vaccines. Without additional vaccination, the final size model indicated that a total of 1.4 million deaths (half of which were among people aged 80 years and older) were anticipated with an assumed R0 of 3.4. A 10% increase in third-dose coverage would prevent 30,948, 24,106, and 16,367 deaths, with an assumed second-dose effectiveness of 0%, 10%, and 20%, respectively. With mRNA vaccine, the mortality impact would have been reduced to 1.1 million deaths. The experience of reopening in China indicates the critical importance of balancing pharmaceutical and non-pharmaceutical interventions. Ensuring sufficiently high vaccination coverage is vital in advance of policy changes.

| [1] | Johns Hopkins University, COVID-19 Dashboard. Available from: https://coronavirus.jhu.edu/map.html |
| [2] |
J. M. Brauner, S. Mindermann, M. Sharma, D. Johnston, J. Salvatier, T. Gavenčiak, et al., Inferring the effectiveness of government interventions against COVID-19, Science, 371 (2021), eabd9338. https://doi.org/10.1126/science.abd9338 doi: 10.1126/science.abd9338

|
| [3] |
C. N. Ngonghala, E. Iboi, S. Eikenberry, M. Scotch, C. R. MacIntyre, M. H. Bonds, et al., Mathematical assessment of the impact of non-pharmaceutical interventions on curtailing the 2019 novel coronavirus, Math. Biosci. , 325 (2020), 108364. https://doi.org/10.1016/j.mbs.2020.108364 doi: 10.1016/j.mbs.2020.108364
|
| [4] |
R. Viana, S. Moyo, D. G. Amoako, H. Tegally, C. Scheepers, C. L. Althaus, et al., Rapid epidemic expansion of the SARS-CoV-2 Omicron variant in southern Africa, Nature, 603 (2022), 679–686. https://doi.org/10.1038/s41586-022-04411-y doi: 10.1038/s41586-022-04411-y
|
| [5] | J. A. Lewnard, V. X. Hong, M. M Patel, R. Kahn, M. Lipsitch, S. Y. Tartof, Clinical outcomes associated with SARS-CoV-2 Omicron (B. 1.1. 529) variant and BA. 1/BA. 1.1 or BA. 2 subvariant infection in southern California, Nat. Med., (2022), 1933–1943. https://doi.org/10.1038/s41591-022-01887-z |
| [6] | J. Liu, M. Liu, W. Liang, The dynamic COVID-Zero strategy in China, China CDC Wkly., 4 (2022), 74. https://weekly.chinacdc.cn/en/article/doi/10.46234/ccdcw2022.015 |
| [7] | M. M. Hossain, S. Tasnim, A. Sultana, F. Faizah, H. Mazumder, L. Zou, et al., Epidemiology of mental health problems in COVID-19: A review, F1000Research, (2020), 636. https://doi.org/10.12688/f1000research.24457.1 |
| [8] | UN News, UN chief calls for domestic violence 'ceasefire' amid 'horrifying global surge'. Available from: https://news.un.org/en/story/2020/04/1061052 |
| [9] | Economics Intelligence, What Shanghai's lockdown means for China's economy. Available from: https://country.eiu.com/article.aspx?articleid = 702022853 |
| [10] | The People's Government of Shanghai City, Residents wake up to a running start. Available from: https://english.shanghai.gov.cn/nw48081/20201207/a042066172d64a4c847ea07d32df645d.html |
| [11] | Science, Models predict massive wave of disease and death if China lifts 'zero COVID' policy. Available from: https://www.science.org/content/article/models-predict-massive-wave-disease-and-death-if-china-lifts-zero-covid-policy |
| [12] | National Health Commission, The Comprehensive Group of the Joint Prevention and Control Mechanism of the State Council issued the "Work Plan for Strengthening the New Coronary Virus Vaccination of the Elderly". Available from: http://www.gov.cn/xinwen/2022-11/29/content_5729388.htm |
| [13] |
X. Wei, M. Li, X. Pei, Z. Liu, J. Zhang, Assessing the effectiveness of the intervention measures of COVID-19 in China based on dynamical method, Infect. Dis. Model. , 8 (2023), 159–171. https://doi.org/10.1016/j.idm.2022.12.007 doi: 10.1016/j.idm.2022.12.007
|
| [14] |
K. Prem, Y. Liu, T. W. Russell, A. J. Kucharski, R. M. Eggo, N. Davies, et al., The effect of control strategies to reduce social mixing on outcomes of the COVID-19 epidemic in Wuhan, China: a modelling study, Lancet Public Health, 5 (2020), e261–e270. https://doi.org/10.1016/S2468-2667(20)30073-6 doi: 10.1016/S2468-2667(20)30073-6
|
| [15] |
Z. Yang Z, Z. Zeng, K. Wang, S. S. Wong, W. Liang, M. Zanin, et al., Modified SEIR and AI prediction of the epidemics trend of COVID-19 in China under public health interventions, J. Thorac. Dis., 12 (2020), 165–174. https://doi.org/10.21037/jtd.2020.02.64 doi: 10.21037/jtd.2020.02.64
|
| [16] |
J. Cai, X. Deng, J. Yang, K. Sun, H. Liu, Z. Chen, et al., Modeling transmission of SARS-CoV-2 Omicron in China, Nat. Med., 28 (2022), 1468–1475. https://doi.org/10.1038/s41591-022-01855-7 doi: 10.1038/s41591-022-01855-7
|
| [17] | Global Initiative on Sharing Avian Influenza Data, Percentage of SARS-CoV-2 strains in China. Available from: https://gisaid.org/phylodynamics/china-cn/ |
| [18] |
H. Wang, K. R. Paulson, S. A. Pease, S. Watson, H. Comfort, P. Zheng, et al, Estimating excess mortality due to the COVID-19 pandemic: a systematic analysis of COVID-19-related mortality, Lancet, 39 (2022), 1513–1536. https://doi.org/10.1016/S0140-6736(21)02796-3 doi: 10.1016/S0140-6736(21)02796-3
|
| [19] |
W. Msemburi, A. Karlinsky, V. Knutson, S. Aleshin-Guendel, S. Chatterji, Wakefield J, The WHO estimates of excess mortality associated with the COVID-19 pandemic, Nature, 613 (2023), 130–137. https://doi.org/10.1038/s41586-022-05522-2 doi: 10.1038/s41586-022-05522-2
|
| [20] |
M. Haber, M. E. Halloran, I. M. Longini Jr, L. Watelet, Estimation of Vaccine Efficacy in Non-Randomly Mixing Populations, Biometr. J., 37 (1995), 25–38. https://doi.org/10.1002/bimj.4710370103 doi: 10.1002/bimj.4710370103
|
| [21] |
I. M. Longini Jr, E. Ackerman, L. R. Elveback, An optimization model for influenza A epidemics, Math. Biosci., 38 (1978), 141–157. https://doi.org/10.1016/0025-5564(78)90023-8 doi: 10.1016/0025-5564(78)90023-8
|
| [22] |
L. Almeida, P. A. Bliman, G. Nadin, B. Perthame, N. Vauchelet, Final size and convergence rate for an epidemic in heterogeneous populations, Math. Models Methods Appl. Sci., 31 (2021), 1021–1051. https://doi.org/10.1142/S0218202521500251 doi: 10.1142/S0218202521500251
|
| [23] |
Y. Tsubouchi, Y. Takeuchi, S. Nakaoka, Calculation of final size for vector-transmitted epidemic model, Math. Biosci. Eng., 16 (2019), 2219–2232. https://doi.org/10.3934/mbe.2019109 doi: 10.3934/mbe.2019109
|
| [24] | K. Mizumoto, T. Yamamoto, H. Nishiura, Age-dependent estimates of the epidemiological impact of pandemic influenza (H1N1-2009) in Japan, Comput. Math. Methods Med., (2013), 637064. https://doi.org/10.1155/2013/637064 |
| [25] | National Health Commission, State Council Joint Prevention and Control Mechanism December 14, 2022 Press Conference Transcript. Available from: http://www.nhc.gov.cn/xcs/s3574/202212/b927d43bd0354ffeb5a8e1b91377302f.shtml |
| [26] | Xinhua News Agency, Some key populations receive the COVID-19 vaccines and follow up with the "all-inclusive" vaccination for high-risk groups. Available from: http://www.gov.cn/xinwen/2020-12/19/content_5571239.htm |
| [27] | United Nations, World Population Prospects 2022. Available from: https://population.un.org/wpp/ |
| [28] |
M. O'Driscoll, G. Ribeiro Dos Santos, L. Wang, D. A. T. Cummings, A. S. Azman, J. Paireau, et al., Age-specific mortality and immunity patterns of SARS-CoV-2, Nature, 590 (2021), 140–145. https://doi.org/10.1038/s41586-020-2918-0 doi: 10.1038/s41586-020-2918-0
|
| [29] |
M. Sasanami, T. Kayano, H. Nishiura, Monitoring the COVID-19 immune landscape in Japan, Int. J. Infect. Dis., 122 (2022), 300–306. https://doi.org/10.1016/j.ijid.2022.06.005 doi: 10.1016/j.ijid.2022.06.005
|
| [30] |
A. R. D. Silva Jr., L. S. Villas-Boas, T. R. Tozetto-Mendoza, L. Honorato, A. Paula, S. S. Witkin, et al., Generation of neutralizing antibodies against Omicron, Gamma and Delta SARS-CoV-2 variants following CoronaVac vaccination, Rev. Inst. Med. Trop. Sao Paulo, 64 (2022), e19. https://doi.org/10.1590/s1678-9946202264019 doi: 10.1590/s1678-9946202264019
|
| [31] |
A. Jara, E. A. Undurraga, C. Gonzalez, F. Paredes, T. Fontecilla, G. Jara, et al., Effectiveness of an inactivated SARS-CoV-2 vaccine in Chile, N. Engl. J. Med., 385 (2021), 875–884. https://doi.org/10.1056/NEJMoa2107715 doi: 10.1056/NEJMoa2107715
|
| [32] |
J. L. Suah, B. H. Tng, P. S. K. Tok, M. Husin, T. Thevananthan, K. M. Peariasamy, et al., Real-world effectiveness of homologous and heterologous BNT162b2, CoronaVac, and AZD1222 booster vaccination against Delta and Omicron SARS-CoV-2 infection, Emerg. Microbes Infect., 11 (2022), 1343–1345. https://doi.org/10.1080/22221751.2022.2072773 doi: 10.1080/22221751.2022.2072773
|
| [33] |
A. Jara, E. A. Undurraga, J. R. Zubizarreta, C. Gonzalez, A. Pizarro, J. Acevedo, et al., Effectiveness of homologous and heterologous booster doses for an inactivated SARS-CoV-2 vaccine: a large-scale prospective cohort study, Lancet Glob Health, 10 (2022), e798–e806. https://doi.org/10.1016/S2214-109X(22)00112-7 doi: 10.1016/S2214-109X(22)00112-7
|
| [34] |
B. Yang, I. O. L. Wong, J. Xiao, T. K. Tsang, Q. Liao, B. J. Cowling, Effectiveness of CoronaVac and BNT162b2 vaccines against severe acute respiratory syndrome coronavirus 2 Omicron BA. 2 infections in Hong Kong, J. Infect. Dis., 226 (2022), 1382–1384. https://doi.org/10.1093/infdis/jiac360 doi: 10.1093/infdis/jiac360
|
| [35] |
V. K. C. Yan, E. Y. F. Wan, X. Ye, A. H. Y. Mok, F. T. T. Lai, C. S. L. Chui, et al., Effectiveness of BNT162b2 and CoronaVac vaccinations against mortality and severe complications after SARS-CoV-2 Omicron BA. 2 infection: a case-control study, Emerg. Microbes Infect., 11 (2022), 2304–2314. https://doi.org/10.1080/22221751.2022.2114854 doi: 10.1080/22221751.2022.2114854
|
| [36] |
W. Shao, X. Chen, C. Zheng, H. Liu, G. Wang, B. Zhang, et al., Effectiveness of COVID-19 vaccines against SARS-CoV-2 variants of concern in real-world: a literature review and meta-analysis, Emerg. Microbes Infect., 11 (2022), 2383–2392. https://doi.org/10.1080/22221751.2022.2122582 doi: 10.1080/22221751.2022.2122582
|
| [37] | J. Ma, D. J. Earn, Generality of the final size formula for an epidemic of a newly invading infectious disease, Bull. Math. Biol., 68 (2006), 679–702. https://doi.org/10.1007%2Fs11538-005-9047-7 |
| [38] | M. Haber, I. M. Longini Jr, G. A. Cotsonis, Models for the statistical analysis of infectious disease data, Biometrics, (1988), 163–173. https://doi.org/10.2307/2531904 |
| [39] | National Health Commission, Notice on Printing and Distributing the Overall Plan for the Implementation of "Class B and B Controls" for SARS-CoV-2 Infection. Available from: http://www.gov.cn/xinwen/2022-12/27/content_5733739.htm |
| [40] |
Y. M. Mefsin, D. Chen, H. S. Bond, Y. Lin, J. K. Cheung, J. Y. Wong, et al., Epidemiology of infections with SARS-CoV-2 Omicron BA. 2 variant, Hong Kong, January-March 2022, Emerg. Infect. Dis., 28 (2022), 1856–1858. https://doi.org/10.3201/eid2809.220613 doi: 10.3201/eid2809.220613
|
| [41] |
K. Leung, E. H. Lau, C. K. Wong, G. M. Leung, J. T. Wu, Estimating the transmission dynamics of SARS-CoV-2 Omicron BF. 7 in Beijing after adjustment of the zero-COVID policy in November–December 2022, Nat. Med., 29 (2023), 579–582. https://doi.org/10.1038/s41591-023-02212-y doi: 10.1038/s41591-023-02212-y
|
| [42] | K. Leung, G. M. Leung, T. W. Joseph, Modelling the adjustment of COVID-19 response and exit from dynamic zero-COVID in China, (2022), preprint, medRxiv. https://doi.org/10.1101/2022.12.14.22283460 |
| [43] | Chinese Center for Disease Control and Prevention, COVID-19 Clinical and Surveillance Data — December 9, 2022 to January 23, 2023, China. Available from: https://en.chinacdc.cn/news/latest/202301/t20230126_263523.html |
| [44] | Chinese Center for Disease Control and Prevention, National SARS-CoV-2 Infection Epidemic Situation. Available from: https://www.chinacdc.cn/jkzt/crb/zl/szkb_11803/jszl_13141/202301/t20230125_263519.html |
| [45] |
T. Cerqueira-Silva, S. V. Katikireddi, V. de Araujo Oliveira, R. Flores-Ortiz, J. B. Junior, J. B. Paixao, et al., Vaccine effectiveness of heterologous CoronaVac plus BNT162b2 in Brazil, Nat. Med., 28 (2022), 838–843. https://doi.org/10.1038/s41591-022-01701-w doi: 10.1038/s41591-022-01701-w
|
| [46] |
M. Premikha, C. J. Chiew, W. E. Wei, Y. S. Leo, B. Ong, D. C. Lye, et al., Comparative effectiveness of mRNA and inactivated whole-virus vaccines against coronavirus disease 2019 infection and severe disease in Singapore, Clin. Infect. Dis., 75 (2022), 1442–1445. https://doi.org/10.1093/cid/ciac288 doi: 10.1093/cid/ciac288
|
| [47] |
F. Campbell, B. Archer, H. Laurenson-Schafer, Y. Jinnai, F. Konings, N. Batra, et al., Increased transmissibility and global spread of SARS-CoV-2 variants of concern as at June 2021, Euro. Surveill. , 26 (2021), 24. https://doi.org/10.2807/1560-7917.ES.2021.26.24.2100509 doi: 10.2807/1560-7917.ES.2021.26.24.2100509
|
| [48] | K. Hayashi, H. Nishiura, Time-dependent risk of COVID-19 death with overwhelmed health-care capacity in Japan, 2020–2022, BMC Infect. Dis., 22 (2022), 1–10. https://doi.org/10.1186/s12879-022-07929-8 |
| [49] |
S. A. Madhi, V. Baillie, C. L. Cutland, M. Voysey, A. L. Koen, L. Fairlie, et al., Efficacy of the ChAdOx1 nCoV-19 Covid-19 vaccine against the B. 1.351 variant, N. Engl. J. Med., 384 (2021), 1885–1898. https://doi.org/10.1056/NEJMoa2102214 doi: 10.1056/NEJMoa2102214
|
| [50] | National Health Commission, Notice on Printing and Distributing the Implementation Plan for the Second Dose of the SARS-CoV-2 Vaccine Booster Immunization. Available from: http://www.gov.cn/xinwen/2022-12/14/content_5731899.htm |
| [51] | National Health Commission, Notice on Printing and Distributing the Diagnosis and Treatment Plan for SARS-CoV-2 Infection (Trial Version 10). Available from: http://www.gov.cn/zhengce/zhengceku/2023-01/06/content_5735343.htm |
Figures(4) / Tables(1)

Yuri Amemiya, Tianwen Li, Hiroshi Nishiura. Age-dependent final size equation to anticipate mortality impact of COVID-19 in China[J]. Mathematical Biosciences and Engineering, 2023, 20(6): 11353-11366. doi: 10.3934/mbe.2023503







 DownLoad:
DownLoad: