Citation: Patrick Di Martino. Extracellular polymeric substances, a key element in understanding biofilm phenotype[J]. AIMS Microbiology, 2018, 4(2): 274-288. doi: 10.3934/microbiol.2018.2.274

| [1] |
Flemming HC (2016) EPS-then and now. Microorganisms 4: 41. doi: 10.3390/microorganisms4040041

|
| [2] |
Houari A, Picard J, Habarou H, et al. (2008) Rheology of biofilms formed at the surface of NF membranes in a drinking water production unit. Biofouling 24: 235–240. doi: 10.1080/08927010802023764
|
| [3] |
Payne DE, Boles BR (2016) Emerging interactions between matrix components during biofilm development. Curr Genet 62: 137–141. doi: 10.1007/s00294-015-0527-5
|
| [4] | Shaw T, Winston M, Rupp CJ, et al. (2004) Commonality of elastic relaxation times in biofilms. Phys Rev Lett 93: 1–4. |
| [5] |
Nivens DE, Chambers JQ, Anderson TR, et al. (1993) Monitoring microbial adhesion and biofilm formation by attenuated total reflection/Fourier transform infrared spectroscopy. J Microbiol Meth 17: 199–213. doi: 10.1016/0167-7012(93)90047-L
|
| [6] |
Suci PA, Vrany JD, Mittelman MW (1998) Investigation of interactions between antimicrobial agents and bacterial biofilms using attenuated total reflection Fourier transform infrared spectroscopy. Biomaterials 19: 327–339. doi: 10.1016/S0142-9612(97)00108-7
|
| [7] |
Delille A, Quilès F, Humbert F (2007) In situ monitoring of the nascent Pseudomonas fluorescens biofilm response to variations in the dissolved organic carbon level in low-nutrient water by attenuated total reflectance-Fourier transform infrared spectroscopy. Appl Environ Microbiol 73: 5782–5788. doi: 10.1128/AEM.00838-07
|
| [8] |
Quilès F, Humbert F, Delille A (2010) Analysis of changes in attenuated total reflection FTIR fingerprints of Pseudomonas fluorescens from planktonic state to nascent biofilm state. Spectrochimica Acta A 75: 610–616. doi: 10.1016/j.saa.2009.11.026
|
| [9] |
Houari A, Seyer D, Kecili K, et al. (2013) Kinetic development of biofilm on NF membranes at the Méry-sur-Oise plant, France. Biofouling 29: 109–118. doi: 10.1080/08927014.2012.752464
|
| [10] |
Houari A, Habarou H, Djafer M, et al. (2009) Effect of storage of NF membranes on fouling deposits and cleaning efficiency. Desalin Water Treat 1: 307–311. doi: 10.5004/dwt.2009.293
|
| [11] |
Selan L, Berlutti F, Passariello C, et al. (1993) Proteolytic enzymes: a new treatment strategy for prosthetic infections? Antimicrob Agents Ch 37: 2618–2621. doi: 10.1128/AAC.37.12.2618
|
| [12] |
Pettitt ME, Henry SL, Callow ME, et al. (2004) Activity of commercial enzymes on settlement and adhesion of cypris larvae of the barnacle Balanus amphitrite, spores of the green alga Ulva linza, and the diatom Navicula perminuta. Biofouling 20: 299–311. doi: 10.1080/08927010400027068
|
| [13] | Oulahal-Lagsir N, Martial-Gros A, Bonneau M, et al. (2003) "Escherichia coli-milk" biofilm removal from stainless steel surfaces: synergism between ultrasonic waves and enzymes. Biofouling 19: 159–168. |
| [14] |
Nakahama K, Yoshimura K, Marumoto R, et al. (1986) "Cloning and sequencing of Serratia protease gene". Nucleic Acids Res 14: 5843–5855. doi: 10.1093/nar/14.14.5843
|
| [15] |
Lefebvre E, Vighetto C, Di Martino P, et al. (2016) Synergistic antibiofilm efficacy of various commercial antiseptics, enzymes and EDTA: a study of Pseudomonas aeruginosa and Staphylococcus aureus biofilms. Int J Antimicrob Ag 48: 181–188. doi: 10.1016/j.ijantimicag.2016.05.008
|
| [16] |
Cordeiro AL, Hippius C, Werner C (2011) Immobilized enzymes affect biofilm formation. Biotechnol Lett 33: 1897–1904. doi: 10.1007/s10529-011-0643-3
|
| [17] |
Craigen B, Dashiff A, Kadouri DE (2011) The use of commercially available alpha-amylase compounds to inhibit and remove Staphylococcus aureus biofilms. Open Microbiol J 5: 21–31. doi: 10.2174/1874285801105010021
|
| [18] |
Lequette Y, Boels G, Clarisse M, et al. (2010) Using enzymes to remove biofilms of bacterial isolates sampled in the food-industry. Biofouling 26: 421–431. doi: 10.1080/08927011003699535
|
| [19] |
Banin E, Brady KM, Greenberg EP (2006) Chelator-induced dispersal and killing of Pseudomonas aeruginosa cells in a biofilm. Appl Environ Microbiol 72: 2064–2069. doi: 10.1128/AEM.72.3.2064-2069.2006
|
| [20] |
Cavaliere R, Ball JL, Turnbull L, et al. (2014) The biofilm matrix destabilizers, EDTA and DNaseI, enhance the susceptibility of nontypeable Hemophilus influenzae biofilms to treatment with ampicillin and ciprofloxacin. Microbiologyopen 3: 557–567. doi: 10.1002/mbo3.187
|
| [21] | Friedman L, Kolter R (2004) Genes involved in matrix formation in Pseudomonas aeruginosa PA14 biofilms. Mol Microbiol 51: 675–690. |
| [22] |
Ramasubbu N, Thomas LM, Ragunath C, et al. (2005) Structural analysis of dispersin B, a biofilm-releasing glycoside hydrolase from the periodontopathogen Actinobacillus actinomycetemcomitans. J Mol Biol 349: 475–486. doi: 10.1016/j.jmb.2005.03.082
|
| [23] |
Donelli G, Francolini I, Romoli D, et al. (2007) Synergistic activity of dispersin B and cefamandole nafate in inhibition of staphylococcal biofilm growth on polyurethanes. Antimicrob Agents Ch 51: 2733–2740. doi: 10.1128/AAC.01249-06
|
| [24] |
Chaignon P, Sadovskaya I, Ragunah CH, et al. (2007) Susceptibility of staphylococcal biofilms to enzymatic treatments depends on their chemical composition. Appl Microbiol Biotechnol 75: 125–132. doi: 10.1007/s00253-006-0790-y
|
| [25] |
Whitchurch CB, Tolker-Nielsen T, Ragas PC, et al. (2002) Extracellular DNA required for bacterial biofilm formation. Science 295: 1487. doi: 10.1126/science.295.5559.1487
|
| [26] |
Liu HH, Yang YR, Shen XC, et al. (2008) Role of DNA in bacterial aggregation. Curr Microbiol 57: 139–144. doi: 10.1007/s00284-008-9166-0
|
| [27] |
Heijstra BD, Pichler FB, Liang Q, et al. (2009) Extracellular DNA and Type IV pili mediate surface attachment by Acidovorax temperans. Anton Leeuw 95: 343–349. doi: 10.1007/s10482-009-9320-0
|
| [28] |
Das T, Sharma PK, Busscher HJ, et al. (2010) Role of extracellular DNA in initial bacterial adhesion and surface aggregation. Appl Environ Microbiol 76: 3405–3408. doi: 10.1128/AEM.03119-09
|
| [29] |
Gallo PM, Rapsinski GJ, Wilson RP, et al. (2015) Amyloid-DNA composites of bacterial biofilms stimulate autoimmunity. Immunity 42: 1171–1184. doi: 10.1016/j.immuni.2015.06.002
|
| [30] |
Wang S, Liu X, Liu H, et al. (2015) The exopolysaccharide Psl-eDNA interaction enables the formation of a biofilm skeleton in Pseudomonas aeruginosa. Env Microbiol Rep 7: 330–340. doi: 10.1111/1758-2229.12252
|
| [31] |
Jennings LK, Storek KM, Ledvina HE, et al. (2015) Pel is a cationic exopolysaccharide that cross-links extracellular DNA in the Pseudomonas aeruginosa biofilm matrix. Proc Natl Acad Sci USA 112: 11353–11358. doi: 10.1073/pnas.1503058112
|
| [32] |
Sugimoto S, Iwamoto T, Takada K, et al. (2013) Staphylococcus epidermidis Esp degrades specific proteins associated with Staphylococcus aureus biofilm formation and host-pathogen interaction. J Bacteriol 195: 1645–1655. doi: 10.1128/JB.01672-12
|
| [33] |
Dunne WM, Burd EM (1992) The effects of magnesium, calcium, EDTA, and pH on the in vitro adhesion of Staphylococcus epidermidis to plastic. Microbiol Immunol 36: 1019–1027. doi: 10.1111/j.1348-0421.1992.tb02106.x
|
| [34] |
Chiba A, Sugimoto S, Sato F, et al. (2015) A refined technique for extraction of extracellular matrices from bacterial biofilms and its applicability. Microb Biotechnol 8: 392–403. doi: 10.1111/1751-7915.12155
|
| [35] | Pan X, Liu J, Zhang D, et al. (2010) A comparison of five extraction methods for extracellular polymeric substances (EPS) from biofilm by using three dimensional excitation-emission matrix (3DEEM) fluorescence spectroscopy. Water SA 36: 111–116. |
| [36] | Comte S, Guibaud G, Baudu M (2006) Relations between extraction protocols for activated sludge extracellular polymeric substances (EPS) and EPS complexation properties Part I. Comparison of the efficiency of eight EPS extraction methods. Enzyme Microb Technol 38: 237–245. |
| [37] |
Li XG, Cao HB, Wu JC, et al. (2002) Enhanced extraction of extracellular polymeric substances from biofilms by alternating current. Biotechnol Lett 24: 619–621. doi: 10.1023/A:1015031021858
|
| [38] |
Liu H, Fang HH (2002) Extraction of extracellular polymeric substances (EPS) of sludges. J Biotechnol 95: 249–256. doi: 10.1016/S0168-1656(02)00025-1
|
| [39] | Denecke M (2006) Protein extraction from activated sludge. Water Sci Technol 54: 175–181. |
| [40] |
Oliveira R, Marques F, Azeredo J (1999) Purification of polysaccharides from a biofilm matrix by selective precipitation of proteins. Biotechnol Tech 13: 391–393. doi: 10.1023/A:1008954301470
|
| [41] |
Ras M, Girbal-Neuhauser E, Paul E, et al. (2008) A high yield multi-method extraction protocol for protein quantification in activated sludge. Bioresource Technol 99: 7464–7471. doi: 10.1016/j.biortech.2008.02.025
|
| [42] | Jachlewski S, Jachlewski WD, Linne U, et al. (2015) Isolation of extracellular polymeric substances from biofilms of the thermoacidophilic archaeon Sulfolobus acidocaldarius. Front Bioeng Biotechnol 3: 123. |
| [43] | Cho J, Hermanowicz SW, Hur J (2012) Effects of experimental conditions on extraction yield of extracellular polymeric substances by cation exchange resin. Sci World J. |
| [44] |
Romaní AM, Fund K, Artigas J, et al. (2008) Relevance of polymeric matrix enzymes during biofilm formation. Microb Ecol 56: 427–436. doi: 10.1007/s00248-007-9361-8
|
| [45] |
Keithley SE, Kirisits MJ (2018) An improved protocol for extracting extracellular polymeric substances from granular filter media. Water Res 129: 419–427. doi: 10.1016/j.watres.2017.11.020
|
| [46] |
Frølund B, Palmgren R, Keiding K, et al. (1996) Extraction of extracellular polymers from activated sludge using a cation exchange resin. Water Res 30: 1749–1758. doi: 10.1016/0043-1354(95)00323-1
|
| [47] |
Guo X, Liu J, Xiao B (2014) Evaluation of the damage of cell wall and cell membrane for various extracellular polymeric substance extractions of activated sludge. J Biotechnol 188: 130–135. doi: 10.1016/j.jbiotec.2014.08.025
|
| [48] |
Wu J, Xi C (2009) Evaluation of different methods for extracting extracellular DNA from the biofilm matrix. Appl Environ Microbiol 75: 5390–5395. doi: 10.1128/AEM.00400-09
|
| [49] |
Körstgens V, Flemming HC, Wingender J, et al. (2001) Uniaxial compression measurement device for investigation of mechanical stability of biofilms. J Microbiol Meth 46: 9–17. doi: 10.1016/S0167-7012(01)00248-2
|
| [50] |
Towler BW, Rupp CJ, Cunningham ALB, et al. (2003) Viscoelastic properties of a mixed culture biofilm from rheometer creep analysis. Biofouling 19: 279–285. doi: 10.1080/0892701031000152470
|
| [51] | Christensen EE, Characklis WW (1990) Physical and chemical properties of biofilm, In: Characklis WG, Marshall KC, Editors, Biofilms, New York: Wiley, 93–130. |
| [52] | Sutherland IW (1969) Structural studies on the colanic acid, the common exopolysaccharide found in the enterobacteriaceae, by partial acid hydrolysis; oligosaccharides from colanic acid. Biochem J 155: 935–948. |
| [53] |
Yoshida K, Tashiro Y, May T, et al. (2015) Impacts of hydrophilic colanic acid on bacterial attachment to microfiltration membranes and subsequent membrane biofouling. Water Res 76: 33–42. doi: 10.1016/j.watres.2015.02.045
|
| [54] |
Danese PN, Pratt LA, Kolter R (2000) Exopolysaccharide production is required for development of Escherichia coli K-12 biofilm architecture. J Bacteriol 182: 3593–3596. doi: 10.1128/JB.182.12.3593-3596.2000
|
| [55] |
Hanna A, Berg M, Stout V, et al. (2003) Role of capsular colanic acid in adhesion of uropathogenic Escherichia coli. Appl Environ Microbiol 69: 4474–4481. doi: 10.1128/AEM.69.8.4474-4481.2003
|
| [56] | Prigent-Combaret C, Vidal O, Dorel C, et al. (1999) Abiotic surface sensing and biofilm-dependent regulation of gene expression in Escherichia coli. J Bacteriol 181: 5993–6002. |
| [57] |
Ren Y, Ellis PR, Sutherland IW, et al. (2003) Dilute and semi-dilute solution properties of an exopolysaccharide from Escherichia coli strain S61. Carbohyd Polym 52: 189–195. doi: 10.1016/S0144-8617(02)00289-8
|
| [58] |
Mayer C, Moritz R, Kirschner C, et al. (1999) The role of intermolecular interactions: studies on model systems for bacterial biofilms. Int J Biol Macromol 26: 3–16. doi: 10.1016/S0141-8130(99)00057-4
|
| [59] |
Linker A, Jones RS (1964) A polysaccharide resembling alginic acid from a Pseudomonas Micro-organism. Nature 204: 187–188. doi: 10.1038/204187a0
|
| [60] |
Sutherland IW (2001) The biofilm matrix-an immobilized but dynamic microbial environment. Trends Microbiol 9: 222–227. doi: 10.1016/S0966-842X(01)02012-1
|
| [61] | Marchal F, Robert H, Seyer D, et al. (2013) Atmospheric cold plasmas for biofilm inactivation: does biofilm extracellular matrix limit the bactericidal process? J Eng Technol Res 1: 123–135. |
| [62] |
Colvin KM, Irie Y, Tart CS, et al. (2012) The Pel and Psl polysaccharides provide Pseudomonas aeruginosa structural redundancy within the biofilm matrix. Environ Microbiol 14: 1913–1928. doi: 10.1111/j.1462-2920.2011.02657.x
|
| [63] |
Ma L, Conover M, Lu H, et al. (2009) Assembly and development of the Pseudomonas aeruginosa biofilm matrix. PLoS Pathog 5: e1000354. doi: 10.1371/journal.ppat.1000354
|
| [64] |
Vasseur P, Vallet-Gely I, Soscia C, et al. (2005) The pel genes of the Pseudomonas aeruginosa PAK strain are involved at early and late stages of biofilm formation. Microbiology 151: 985–997. doi: 10.1099/mic.0.27410-0
|
| [65] | Peterson BW, van der Mei HC, Sjollema J, et al. (2013) A Distinguishable Role of eDNA in the Viscoelastic Relaxation of Biofilms. MBio 4: e00497-13. |
| [66] |
Kovach K, Davis-Fields M, Irie Y, et al. (2017) Evolutionary adaptations of biofilms infecting cystic fibrosis lungs promote mechanical toughness by adjusting polysaccharide production. NPJ Biofilm Microbiome 3: 1. doi: 10.1038/s41522-016-0007-9
|
| [67] |
Taglialegna A, Lasa I, Valle J (2016) Amyloid structures as biofilm matrix scaffolds. J Bacteriol 198: 2579–2588. doi: 10.1128/JB.00122-16
|
| [68] | Vidal O, Longin R, Prigent-Combaret C, et al. (1998) Isolation of an Escherichia coli K-12 mutant strain able to form biofilms on inert surfaces: involvement of a new ompR allele that increases curli expression. J Bacteriol 180: 2442–2449. |
| [69] | Wang X, Smith DR, Jones JW, et al. (2007) In vitro polymerization of a functional Escherichia coli amyloid protein. J Biol Chem 282: 3713–3719. |
| [70] |
Olsen A, Herwald H, Wikstrom M, et al. (2002) Identification of two protein-binding and functional regions of curli, a surface organelle and virulence determinant of Escherichia coli. J Biol Chem 277: 34568–34572. doi: 10.1074/jbc.M206353200
|
| [71] |
Lembré P, Vendrely C, Di Martino P (2013) Amyloid fiber formation by synthetic peptides derived from the sequence of the protein CsgA of Escherichia coli. Protein Peptide Lett 20: 942–946. doi: 10.2174/0929866511320080012
|
| [72] |
Zogaj X, Nimtz M, Rohde M, et al. (2001) The multicellular morphotypes of Salmonella typhimurium and Escherichia coli produce cellulose as the second component of the extracellular matrix. Mol Microbiol 39: 1452–1463. doi: 10.1046/j.1365-2958.2001.02337.x
|
| [73] |
Saldaña Z, Xicohtencatl-Cortes J, Avelino F, et al. (2009) Synergistic role of curli and cellulose in cell adherence and biofilm formation of attaching and effacing Escherichia coli and identification of Fis as a negative regulator of curli. Environ Microbiol 11: 992–1006. doi: 10.1111/j.1462-2920.2008.01824.x
|
| [74] |
Lembré P, Di Martino P, Vendrely C (2014) Amyloid peptides derived from CsgA and FapC modify the viscoelastic properties of biofilm model matrices. Biofouling 30: 415–426. doi: 10.1080/08927014.2014.880112
|
| [75] |
Römling U (2002) Molecular biology of cellulose production in bacteria. Res Microbiol 153: 205–212. doi: 10.1016/S0923-2508(02)01316-5
|
| [76] |
De Jong W, Wösten HA, Dijkhuizen L, et al. (2009) Attachment of Streptomyces coelicolor is mediated by amyloidal fimbriae that are anchored to the cell surface via cellulose. Mol Microbiol 73: 1128–1140. doi: 10.1111/j.1365-2958.2009.06838.x
|
| [77] |
Bhattacharya M, Wozniak DJ, Stoodley P, et al. (2015) Prevention and treatment of Staphylococcus aureus biofilms. Expert Rev Anti-Infe 13: 1499–1516. doi: 10.1586/14787210.2015.1100533
|
| [78] |
Schwartz K, Syed AK, Stephenson RE, et al. (2012) Functional amyloids composed of phenol soluble modulins stabilize Staphylococcus aureus biofilms. PLoS Pathog 8: e1002744. doi: 10.1371/journal.ppat.1002744
|
| [79] | Lembré P, Vendrely C, Di Martino P (2014) Identification of an amyloidogenic peptide from the Bap protein of Staphylococcus epidermidis. Protein Peptide Lett 21: 75–79. |
| [80] |
Taglialegna A, Navarro S, Ventura S, et al. (2016) Staphylococcal bap proteins build amyloid scaffold biofilm matrices in response to environmental signals. PLoS Pathog 12: e1005711. doi: 10.1371/journal.ppat.1005711
|
| [81] |
Di Martino P (2016) Bap: A new type of functional amyloid. Trends Microbiol 24: 682–684. doi: 10.1016/j.tim.2016.07.004
|
| [82] |
Thomas VC, Hancock LE (2009) Suicide and fratricide in bacterial biofilms. Int J Artif Organs 32: 537–544. doi: 10.1177/039139880903200902
|
| [83] |
Schwartz K, Ganesan M, Payne DE, et al. (2016) Extracellular DNA facilitates the formation of functional amyloids in Staphylococcus aureus biofilms. Mol Microbiol 99: 123–134. doi: 10.1111/mmi.13219
|
| [84] |
Lasa I, Penadés JR (2006) Bap: a family of surface proteins involved in biofilm formation. Res Microbiol 157: 99–107. doi: 10.1016/j.resmic.2005.11.003
|
| [85] |
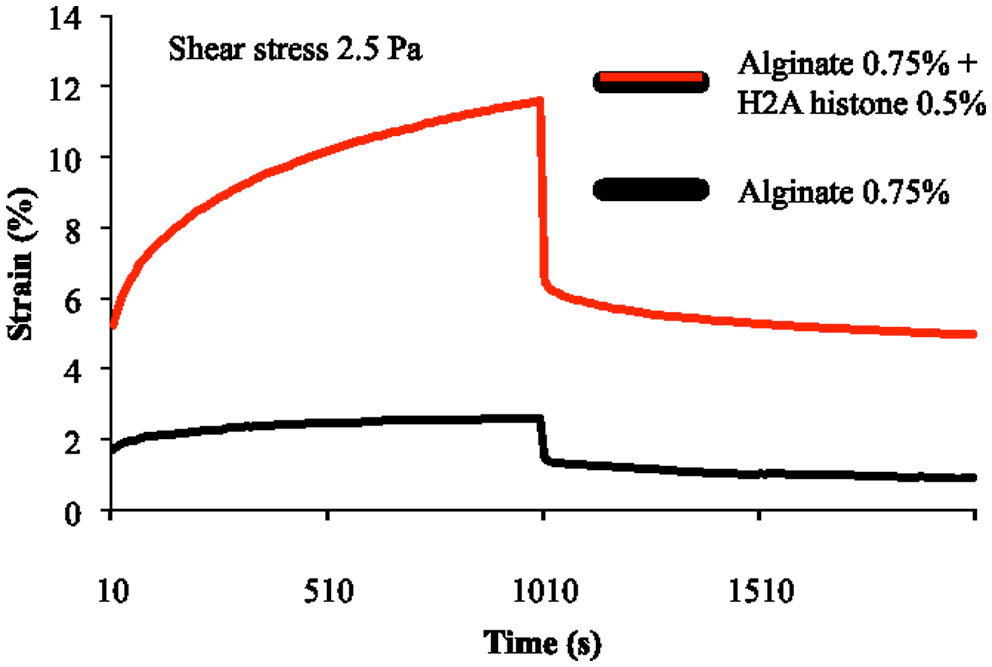
Stewart EJ, Ganesan M, Younger JG, et al. (2015) Artificial biofilms establish the role of matrix interactions in staphylococcal biofilm assembly and disassembly. Sci Rep 5: 13081. doi: 10.1038/srep13081
|
Figures(1) / Tables(1)

Patrick Di Martino. Extracellular polymeric substances, a key element in understanding biofilm phenotype[J]. AIMS Microbiology, 2018, 4(2): 274-288. doi: 10.3934/microbiol.2018.2.274






 DownLoad:
DownLoad: