Citation: Christian M Julien, Alain Mauger, Ashraf E Abdel-Ghany, Ahmed M Hashem, Karim Zaghib. Smart materials for energy storage in Li-ion batteries[J]. AIMS Materials Science, 2016, 3(1): 137-148. doi: 10.3934/matersci.2016.1.137

| [1] | https://en.wikipedia.org/wiki/Smart_material (2015) |
| [2] | Julien CM, Mauger A, Vijh A, et al. (2015) Lithium Batteries: Science and Technology. Springer, New York. |
| [3] |
Julien CM (2003) Lithium intercalated compounds, charge transfer and related properties. Mater Sci Eng R 40: 47–102. doi: 10.1016/S0927-796X(02)00104-3

|
| [4] |
Mauger A, Julien CM (2014) Surface modifications of electrode materials for lithium-ion batteries: status and trends. Ionics 20: 751–787. doi: 10.1007/s11581-014-1131-2
|
| [5] |
Hashem AMA, Abdel-Ghany AE, Eid AE, et al. (2011) Study of the surface modification of LiNi1/3Co1/3Mn1/3O2 cathode materials for lithium-ion battery. J Power Sources 196: 8632–8637. doi: 10.1016/j.jpowsour.2011.06.039
|
| [6] |
Lee JH, Kim JW, Kang HY, et al. (2015) The effect of energetically coated ZrOx on enhanced electrochemical performances of Li(Ni1/3Co1/3Mn1/3)O2 cathodes using modified radio frequency (RF) sputtering. J Mater Chem A 3: 12982–12991. doi: 10.1039/C5TA02055G
|
| [7] |
Thackeray MM, Johnson PJ, de Picciotto LA, et al. (1984) Lithium extraction from LiMn2O4. Mater Res Bull 19:179–187. doi: 10.1016/0025-5408(84)90088-6
|
| [8] |
Amatucci GG, Schmutz CN, Blyr A, et al. (1997) Materials effects on the elevated and room temperature performance of C-LiMn2O4 Li-ion batteries. J Power Sources 69: 11–25. doi: 10.1016/S0378-7753(97)02542-1
|
| [9] | Komaba S, Kumagai N, Sasaki T, et al. (2001) Manganese dissolution from lithium doped Li-Mn-O spinel cathode materials into electrolyte solution. Electrochemistry 69: 784–787. |
| [10] | Lee KS, Myung ST, Amine K, et al. (2009) Dual functioned BiOF-coated Li[Li0.1Al0.05Mn1.85]O4 for lithium batteries. J Mater Chem 19: 1995–2005. |
| [11] | Lee DJ, Lee KS, Myung ST, et al. (2011) Improvement of electrochemical properties of Li1.1Al0.05Mn1.85O4 achieved by an AlF3 coating. J Power Sources 196: 1353–1357. |
| [12] |
Chen Q, Wang Y, Zhang T, et al. (2012) Electrochemical performance of LaF3-coated LiMn2O4 cathode materials for lithium ion batteries. Electrochim Acta 83: 65–72. doi: 10.1016/j.electacta.2012.08.025
|
| [13] |
Jiang Q, Wang X, Tang Z (2015) Improving the electrochemical performance of LiMn2O4 by amorphous carbon coating. Fullerenes, Nanotubes and Carbon Nano 23: 676–679. doi: 10.1080/1536383X.2014.952369
|
| [14] | Sun W, Liu H, Bai G, et al. (2015) A general strategy to construct uniform carbon-coated spinel LiMn2O4 nanowires for ultrafast rechargeable lithium-ion batteries with a long cycle life. Nanoscale 7: 13173–13180. |
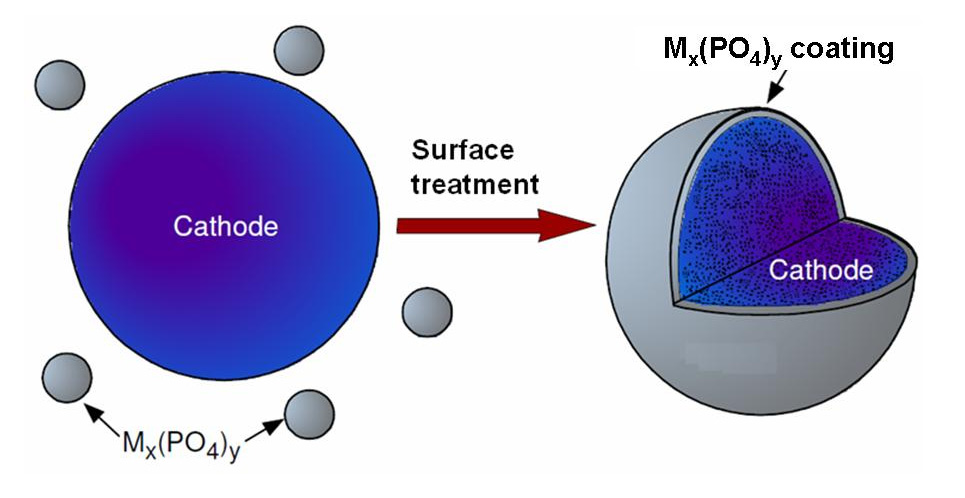
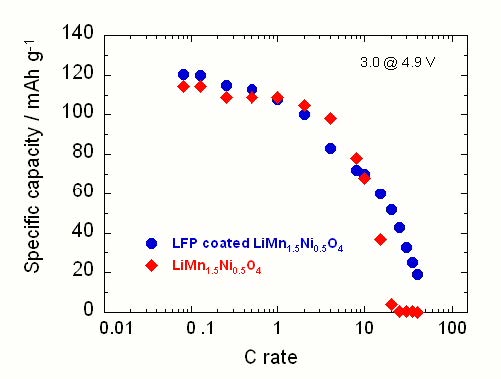
| [15] | Liu D, Trottier J, Charest P, et al. (2012) Effect of nanoLiFePO4 coating on LiMn1.5Ni0.5O4 5-V cathode for lithium ion batteries. J Power Sources 204: 127–132. |
| [16] |
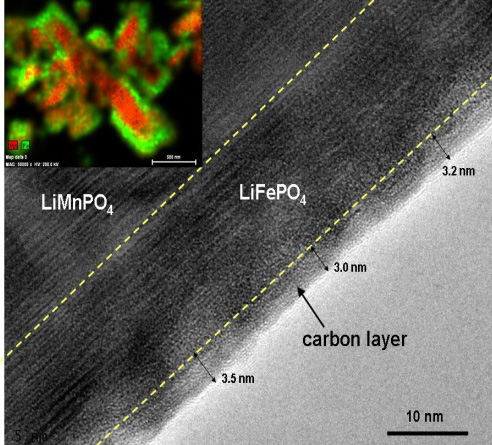
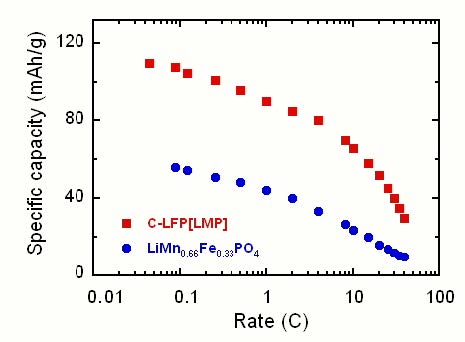
Zaghib K, Trudeau M, Guerfi A, et al. (2012) New advanced cathode material: LiMnPO4 encapsulated with LiFePO4. J Power Sources 204: 177–181. doi: 10.1016/j.jpowsour.2011.11.085
|
| [17] |
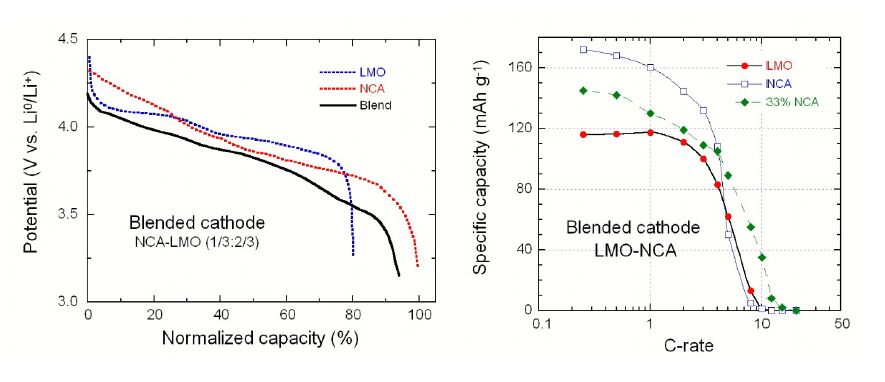
Chikkannanavar SB, Bernardi DM, Liu L (2014) A review of blended cathode materials for use in Li-ion batteries. J Power Sources 248: 91–100. doi: 10.1016/j.jpowsour.2013.09.052
|
| [18] | Gao J, Manthiram A (2009) Eliminating the irreversible capacity loss of high capacity layered Li[Li0.2Ni0.13Mn0.54Co0.13]O2 cathode by blending with other lithium insertion hosts. J Power Sources 191: 644–647. |
| [19] | Tran HY, Täubert C, Fleischhammer M, et al. (2011) LiMn2O4 spinel/LiNi0.8Co0.15Al0.05O0.2 blends as cathode materials for lithium-ion batteries. J Electrochem Soc 158: A556–A561. |
| [20] |
Luo W, Li X, Dahn JR (2010) Synthesis, characterization and thermal stability of Li[Ni1/3Mn1/3Co1/3-z(MnMg)z/2]O2. Chem Mater 22: 5065–5073. doi: 10.1021/cm1017163
|
| [21] |
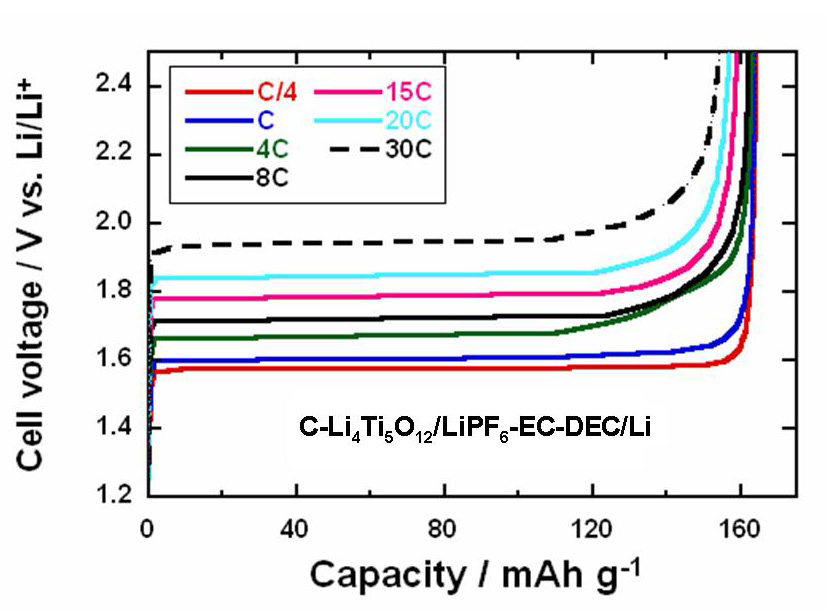
Ohzuku T, Ueda A, Yamamoto N (1995) Zero-strain insertion material of Li[Li1/3Ti5/3]O4 for rechargeable lithium cells. J Electrochem Soc 142: 1431–1435. doi: 10.1149/1.2048592
|
| [22] | Zhu GN, Liu HJ, Zhuang JH, et al. (2011) Carbon-coated nano-sized Li4Ti5O12 Yong-Gang nanoporous micro-sphere as anode material for high-rate lithium-ion batteries. Energy Environ Sci 4: 4016–4022. |
| [23] |
Wang YQ, Gu L, Guo YG, et al. (2012) Rutile-TiO2 nano-coating for a high-rate Li4Ti5O12 anode of a lithium-ion battery. J Am Chem Soc 134: 7874–7879. doi: 10.1021/ja301266w
|
| [24] |
Shen L, Li H, Uchaker E, et al. (2012) General strategy for designing core−shell nanostructured materials for high-power lithium ion batteries. Nano Lett 12: 5673–5678. doi: 10.1021/nl302854j
|
| [25] |
Choi JH, Ryu WH, Park K, et al. (2014) Multi-layer electrode with nano-Li4Ti5O12 aggregates sandwiched between carbon nanotube and graphene networks for high power Li-ion batteries. Sci Rep 4: 7334. doi: 10.1038/srep07334
|
| [26] |
Zaghib K, Dontigny M, Guerfi A, et al. (2012) An improved high-power battery with increased thermal operating range: C-LiFePO4//C-Li4Ti5O12. J Power Sources 216: 192–200. doi: 10.1016/j.jpowsour.2012.05.025
|
| [27] |
Jung HG, Myung ST, Yoon CS, et al. (2011) Microscale spherical carbon-coated Li4Ti5O12 as ultra-high power anode material for lithium batteries. Energy Environ Sci 4: 1345–1351. doi: 10.1039/c0ee00620c
|
| [28] |
Zaghib K, Dontigny M, Guerfi A, et al. (2012) An improved high-power battery with increased thermal operating range: C-LiFePO4//C-Li4Ti5O12. J Power Sources 216: 192–200. doi: 10.1016/j.jpowsour.2012.05.025
|







Figures(13)

Christian M Julien, Alain Mauger, Ashraf E Abdel-Ghany, Ahmed M Hashem, Karim Zaghib. Smart materials for energy storage in Li-ion batteries[J]. AIMS Materials Science, 2016, 3(1): 137-148. doi: 10.3934/matersci.2016.1.137







 DownLoad:
DownLoad: