The trend is shifting from internal combustion engines (ICEs) to battery electric vehicles (BEVs). One of the important battery joints is battery tabs to the busbar connection. Aluminum (Al) and copper (Cu) are among the common materials for busbar and battery tab manufacturing. A wide range of research shows that the laser welding of busbar to battery tabs is a very promising technique. It can enhance the battery module's safety and reliability owing to its unique properties. The desired strength, ductility, fatigue life as well as electrical resistivity are crucial to attain in laser welding of dissimilar materials aluminum and copper in busbar to battery tab in BEVs. Therefore, an adequate understating of the principal factors influencing the Al–Cu busbar to battery tabs joint properties are of prime importance. The current review paper provides information on laser welding and laser brazing of dissimilar Al–Cu with thin thicknesses. Also, the common defects, the effect of materials properties on laser joining, and laser-materials interaction during the laser welding process are discussed. Laser process parameters adjustment (e.g., laser power or speed), laser operational mode, and proper choice of materials (e.g., base metals, alloying elements, filler metals, etc.) may enhance the joint properties in terms of mechanical and electrical properties.
Citation: Ehsan Harati, Paul Kah. Laser welding of aluminum battery tab to variable Al/Cu busbars in Li-ion battery joint[J]. AIMS Materials Science, 2022, 9(6): 884-918. doi: 10.3934/matersci.2022053
The trend is shifting from internal combustion engines (ICEs) to battery electric vehicles (BEVs). One of the important battery joints is battery tabs to the busbar connection. Aluminum (Al) and copper (Cu) are among the common materials for busbar and battery tab manufacturing. A wide range of research shows that the laser welding of busbar to battery tabs is a very promising technique. It can enhance the battery module's safety and reliability owing to its unique properties. The desired strength, ductility, fatigue life as well as electrical resistivity are crucial to attain in laser welding of dissimilar materials aluminum and copper in busbar to battery tab in BEVs. Therefore, an adequate understating of the principal factors influencing the Al–Cu busbar to battery tabs joint properties are of prime importance. The current review paper provides information on laser welding and laser brazing of dissimilar Al–Cu with thin thicknesses. Also, the common defects, the effect of materials properties on laser joining, and laser-materials interaction during the laser welding process are discussed. Laser process parameters adjustment (e.g., laser power or speed), laser operational mode, and proper choice of materials (e.g., base metals, alloying elements, filler metals, etc.) may enhance the joint properties in terms of mechanical and electrical properties.

| [1] | Curry C, Bloomberg New Energy Finance, 2017. Lithium-ion battery costs and market. |
| [2] | Bloomberg New Energy Finance, 2020. Electric Vehicle Outlook. Available from: https://about.bnef.com/electric-vehicle-outlook/. |
| [3] | HS Markit, 2020. The battery electric vehicle: Why mass adoption is inevitable, yet elusive. |
| [4] | Samsung SDI. The Composition of EV Batteries: Cells? Modules? Packs? Let's Understand Properly! Available from: https://www.samsungsdi.com/column/all/detail/54344.html?listType=&pageIndex=1&searchCondition=&searchKeyword=&idx=54344. |
| [5] |
Babbitt CW (2020) Sustainability perspectives on lithium-ion batteries. Clean Technol Envir 22: 1213–1214. https://doi.org/10.1007/s10098-020-01890-3 doi: 10.1007/s10098-020-01890-3

|
| [6] |
Richa K, Babbitt CW, Gaustad G (2017) Eco-efficiency analysis of a lithium-ion battery waste hierarchy inspired by circular economy. J Ind Ecol 21: 715–730. https://doi.org/10.1111/jiec.12607 doi: 10.1111/jiec.12607
|
| [7] |
Liu WW, Zhang H, Liu LH, et al. (2016) Remanufacturing cathode from end-of-life of lithium-ion secondary batteries by Nd:YAG laser radiation. Clean Technol Envir 18: 231–243. https://doi.org/10.1007/s10098-015-1010-1 doi: 10.1007/s10098-015-1010-1
|
| [8] |
Zwicker MFR, Moghadam M, Zhang W, et al. (2020) Automotive battery pack manufacturing-a review of battery to tab joining. J Adv Joi Process 1: 100017. https://doi.org/10.1016/j.jajp.2020.100017 doi: 10.1016/j.jajp.2020.100017
|
| [9] |
Das A, Li D, Williams D, et al. (2018) Joining technologies for automotive battery systems manufacturing. World Electr Veh J 9: 22. https://doi.org/10.3390/wevj9020022 doi: 10.3390/wevj9020022
|
| [10] |
Shui L, Chen F, Garg A, et al. (2018) Design optimization of battery pack enclosure for electric vehicle. Struct Multidisc Optim 58: 331–347. https://doi.org/10.1007/s00158-018-1901-y doi: 10.1007/s00158-018-1901-y
|
| [11] |
Lee JH, Lee HM, Ahn S (2003) Battery dimensional changes occurring during charge/discharge cycles-thin rectangular lithium ion and polymer cells. J Power Sources 119–121: 833–837. https://doi.org/10.1016/S0378-7753(03)00281-7 doi: 10.1016/S0378-7753(03)00281-7
|
| [12] |
Zhao N, Zhao D, Xu L, et al. (2014) A multimode responsive aptasensor for adenosine detection. J Nanomater 2014: 1–7. https://doi.org/10.1155/2014/360347 doi: 10.1155/2014/360347
|
| [13] |
Fleckenstein M, Bohlen O, Roscher MA, et al. (2011) Current density and state of charge inhomogeneities in Li-ion battery cells with LiFePO4 as cathode material due to temperature gradients. J Power Sources 196: 4769–4778. https://doi.org/10.1016/j.jpowsour.2011.01.043 doi: 10.1016/j.jpowsour.2011.01.043
|
| [14] |
Yang N, Zhang X, Shang B, et al. (2016) Unbalanced discharging and aging due to temperature differences among the cells in a lithium-ion battery pack with parallel combination. J Power Sources 306: 733–741. https://doi.org/10.1016/j.jpowsour.2015.12.079 doi: 10.1016/j.jpowsour.2015.12.079
|
| [15] |
Wang Q, Ping P, Zhao X, et al. (2012) Thermal runaway caused fire and explosion of lithium ion battery. J Power Sources 208: 210–224. https://doi.org/10.1016/j.jpowsour.2012.02.038 doi: 10.1016/j.jpowsour.2012.02.038
|
| [16] |
Baumann M, Wildfeuer L, Rohr S, et al. (2018) Parameter variations within Li-ion battery packs-Theoretical investigations and experimental quantification. J Energy Storage 18: 295–307. https://doi.org/10.1016/j.est.2018.04.031 doi: 10.1016/j.est.2018.04.031
|
| [17] |
Baumhöfer T, Brühl M, Rothgang S, et al. (2014) Production caused variation in capacity aging trend and correlation to initial cell performance. J Power Sources 247: 332–338. https://doi.org/10.1016/j.jpowsour.2013.08.108 doi: 10.1016/j.jpowsour.2013.08.108
|
| [18] |
Brand MJ, Schmidt PA, Zaeh MF, et al. (2015) Welding techniques for battery cells and resulting electrical contact resistances. J Energy Storage 1: 7–14. https://doi.org/10.1016/j.est.2015.04.001 doi: 10.1016/j.est.2015.04.001
|
| [19] |
Hesse T, Zaske S (2018) A "World Champion" in Energy Efficiency: Environmental audit sees laser welding ahead of resistance spot welding. Laser Tech J 15: 56–58. https://doi.org/10.1002/latj.201800014 doi: 10.1002/latj.201800014
|
| [20] | Kohn S, Berdichevsky G, Hewett BC (2011) Tunable frangible battery pack system. US Patent 7923144B2. |
| [21] |
Shin HS, de Leon M (2017) Mechanical performance and electrical resistance of ultrasonic welded multiple Cu–Al layers. J Mater Process Tech 241: 141–153. https://doi.org/10.1016/j.jmatprotec.2016.11.004 doi: 10.1016/j.jmatprotec.2016.11.004
|
| [22] | Lee SS, Kim TH, Hu SJ, et al. (2010) Joining technologies for automotive lithium-ion battery manufacturing: A review. ASME 2010 International Manufacturing Science and Engineering Conference (MSEC 2010), Erie, Pennsylvania, USA, 1: 541–549. https://doi.org/10.1115/MSEC2010-34168 |
| [23] |
Wagner G, Balle F, Eifler D (2012) Ultrasonic welding of hybrid joints. JOM 64: 401–406. https://doi.org/10.1007/s11837-012-0269-5 doi: 10.1007/s11837-012-0269-5
|
| [24] | Chamberlain A, Larsson H, Nilsson L, et al. (2019) Welding methods for electrical connections in battery systems. Uppsala University. |
| [25] |
Das A, Ashwin TR, Barai A (2019) Modelling and characterisation of ultrasonic joints for Li-ion batteries to evaluate the impact on electrical resistance and temperature raise. J Energy Storage 22: 239–248. https://doi.org/10.1016/j.est.2019.02.017 doi: 10.1016/j.est.2019.02.017
|
| [26] |
McGovern ME, Rinker TJ, Sekol RC (2019) Assessment of ultrasonic welds using pulsed infrared thermography. JNDE 2: 011009. https://doi.org/10.1115/1.4042260 doi: 10.1115/1.4042260
|
| [27] |
Mohan Raj N, Kumaraswamidhas LA, Nalajam PK, et al. (2018) Studies on electro mechanical aspects in ultrasonically welded Al/Cu joints. Trans Indian Inst Met 71: 107–116. https://doi.org/10.1007/s12666-017-1140-8 doi: 10.1007/s12666-017-1140-8
|
| [28] | Choi S, Fuhlbrigge T, Nidamarthi S (2012) Vibration analysis in robotic ultrasonic welding for battery assembly. 2012 IEEE International Conference on Automation Science and Engineering (CASE), Seoul, Korea, 550–554. https://doi.org/10.1109/CoASE.2012.6386349 |
| [29] |
Kang B, Cai W, Tan CA (2014) Dynamic stress analysis of battery tabs under ultrasonic welding. J Manuf Sci Eng 136: 041011. https://doi.org/10.1115/1.4026990 doi: 10.1115/1.4026990
|
| [30] |
Zhao J, Li H, Choi H, et al. (2013) Insertable thin film thermocouples for in situ transient temperature monitoring in ultrasonic metal welding of battery tabs. J Manuf Process 15: 136–140. https://doi.org/10.1016/j.jmapro.2012.10.002 doi: 10.1016/j.jmapro.2012.10.002
|
| [31] |
Li H, Choi H, Ma C, et al. (2013) Transient temperature and heat flux measurement in ultrasonic joining of battery tabs using thin-film microsensors. J Manuf Sci Eng 135: 051015. https://doi.org/10.1115/1.4024816 doi: 10.1115/1.4024816
|
| [32] | Zhang H, Senkara J (2011) Resistance Welding: Fundamentals and Applications, 2 Eds., CRC Press. https://doi.org/10.1201/b11752 |
| [33] |
Saariluoma H, Piiroinen A, Unt A, et al. (2020) Overview of optical digital measuring challenges and technologies in laser welded components in EV battery module design and manufacturing. Batteries 6: 47. https://doi.org/10.3390/batteries6030047 doi: 10.3390/batteries6030047
|
| [34] |
Mehta KP, Badheka VJ (2016) A review on dissimilar friction stir welding of copper to aluminum: Process, properties, and variants. Mater Manuf Process 31: 233–254. https://doi.org/10.1080/10426914.2015.1025971 doi: 10.1080/10426914.2015.1025971
|
| [35] |
Mypati O, Mishra D, Sahu S, et al. (2020) A study on electrical and electrochemical characteristics of friction stir welded lithium-ion battery tabs for electric vehicles. J Electron Mater 49: 72–87. https://doi.org/10.1007/s11664-019-07711-8 doi: 10.1007/s11664-019-07711-8
|
| [36] |
Li W, Wen Q, Yang X, et al. (2017) Interface microstructure evolution and mechanical properties of Al/Cu bimetallic tubes fabricated by a novel friction-based welding technology. Mater Design 134: 383-393. https://doi.org/10.1016/j.matdes.2017.08.065 doi: 10.1016/j.matdes.2017.08.065
|
| [37] |
Brand MJ, Berg P, Kolp EI, et al. (2016) Detachable electrical connection of battery cells by press contacts. J Energy Storage 8: 69–77. https://doi.org/10.1016/j.est.2016.09.011 doi: 10.1016/j.est.2016.09.011
|
| [38] |
Bolsinger C, Zorn M, Birke KP (2017) Electrical contact resistance measurements of clamped battery cell connectors for cylindrical 18650 battery cells. J Energy Storage 12: 29–36. https://doi.org/10.1016/j.est.2017.04.001 doi: 10.1016/j.est.2017.04.001
|
| [39] |
Taheri P, Hsieh S, Bahrami M (2011) Investigating electrical contact resistance losses in lithium-ion battery assemblies for hybrid and electric vehicles. J Power Sources 196: 6525–6533. https://doi.org/10.1016/j.jpowsour.2011.03.056 doi: 10.1016/j.jpowsour.2011.03.056
|
| [40] |
Fu R, Choe SW, Jackson RL, et al. (2012) Modeling and analysis of vibration-induced changes in connector resistance of high power electrical connectors for hybrid vehicles. Mech Based Des Struc 40: 349–365. https://doi.org/10.1080/15397734.2012.670098 doi: 10.1080/15397734.2012.670098
|
| [41] | American Welding Society (1982) Welding Handbook: Metals and Their Weldability, 7 Eds. https://www.amazon.com/Welding-Handbook-Metals-Their-Weldability/dp/0871712180. |
| [42] | Davis JR, Ferutz K, Wheaton N (1980) Asm Handbook: Welding, Brazing, and Soldering, ASM International, 6. |
| [43] | American Welding Society (1991) Brazing Handbook, 4 Eds.. |
| [44] |
Hayashi J, Miyazawa Y (2014) Spot brazing of aluminum to copper with a cover plate. IOP Conf Ser-Mater Sci Eng 61: 012015. https://doi.org/10.1088/1757-899X/61/1/012015 doi: 10.1088/1757-899X/61/1/012015
|
| [45] |
Solchenbach T, Plapper P, Cai W (2014) Electrical performance of laser braze-welded aluminum-copper interconnects. J Manuf Process 16: 183–189. https://doi.org/10.1016/j.jmapro.2013.12.002 doi: 10.1016/j.jmapro.2013.12.002
|
| [46] |
Brand MJ, Kolp EI, Berg P, et al. (2017) Electrical resistances of soldered battery cell connections. J Energy Storage 12: 45–54. https://doi.org/10.1016/j.est.2017.03.019 doi: 10.1016/j.est.2017.03.019
|
| [47] |
Sommer AK, Türpe M, Füssel U, et al. (2020) Considerations on a new brazing concept for vacuum brazing of aluminium and copper. Weld World 64: 1589–1596. https://doi.org/10.1007/s40194-020-00935-x doi: 10.1007/s40194-020-00935-x
|
| [48] |
Krishnaja D, Cheepu M, Venkateswarlu D (2018) A review of research progress on dissimilar laser weld-brazing of automotive applications. IOP Conf Ser-Mater Sci Eng 330: 012073. https://doi.org/10.1088/1757-899X/330/1/012073 doi: 10.1088/1757-899X/330/1/012073
|
| [49] |
Markovits T, Jászberényi A (2018) Investigation of laser-material interaction in case of aluminium brazing process. Period Polytech Transp Eng 46: 59–62. https://doi.org/10.3311/PPtr.11528 doi: 10.3311/PPtr.11528
|
| [50] |
Li Y, Chen C, Yi R, et al. (2020) Review: Special brazing and soldering. J Manuf Process 60: 608–635. https://doi.org/10.1016/j.jmapro.2020.10.049 doi: 10.1016/j.jmapro.2020.10.049
|
| [51] | Xiao R, Dong P (2011) Laser penetration brazing of dissimilar alloys. International Congress on Applications of Lasers & Electro-Optics, Orlando, Florida, USA, 2011: 308–314. https://doi.org/10.2351/1.5062251 |
| [52] | Deyev G, Deyev D (2005) Surface Phenomena in Fusion Welding Processes, 1 Ed., CRC Press. https://doi.org/10.1201/9781420036299-1 |
| [53] |
Zhou L, Luo LY, Tan CW, et al. (2018) Effect of welding speed on microstructural evolution and mechanical properties of laser welded-brazed Al/brass dissimilar joints. Opt Laser Technol 98: 234–246. https://doi.org/10.1016/j.optlastec.2017.08.004 doi: 10.1016/j.optlastec.2017.08.004
|
| [54] |
Xia C, Li Y, Puchkov UA, et al. (2008) Microstructure and phase constitution near the interface of Cu/Al vacuum brazing using Al–Si filler metal. Vacuum 82: 799–804. https://doi.org/10.1016/j.vacuum.2007.11.007 doi: 10.1016/j.vacuum.2007.11.007
|
| [55] |
Furuya HS, Sato YS, Kokawa H, et al. (2018) Improvement of interfacial strength with the addition of Ni in Al/Cu dissimilar joints produced via laser brazing. Metall Mater Trans A 49: 6215–6223. https://doi.org/10.1007/s11661-018-4938-z doi: 10.1007/s11661-018-4938-z
|
| [56] |
Sun Z, Ion JC (1995) Laser welding of dissimilar metal combinations. J Mater Sci 30: 4205–4214. https://doi.org/10.1007/BF00361499 doi: 10.1007/BF00361499
|
| [57] | Steen WM (1987) Lasers in Manufacturing: Proceedings of the 4th International Conference, Birmingham, UK, Kempston, Bedford: IFS Publications; Berlin, New York: Springer-Verlag, 12–14. |
| [58] |
Weigl M, Albert F, Schmidt M (2011) Enhancing the ductility of laser-welded copper-aluminum connections by using adapted filler materials. Physics Procedia 12: 332–338. https://doi.org/10.1016/j.phpro.2011.03.141 doi: 10.1016/j.phpro.2011.03.141
|
| [59] |
Sun Z, Moisio T (1993) Laser beam welding of austenitic/ferritic dissimilar steel joints using nickel based filler wire. Mater Sci Tech 9: 603–608. https://doi.org/10.1179/mst.1993.9.7.603 doi: 10.1179/mst.1993.9.7.603
|
| [60] | 60. Kancharla V, Mendes M, Grupp M, et al. (2018) Recent advances in fiber laser welding. Biul Inst Spawal Gliwicach 62: 175–181. https://doi.org/10.17729/ebis.2018.5/20 |
| [61] |
61. Blecher JJ, Galbraith CM, Van Vlack C, et al. (2014) Real time monitoring of laser beam welding keyhole depth by laser interferometry. Sci Technol Weld Joi 19: 560–564. https://doi.org/10.1179/1362171814Y.0000000225 doi: 10.1179/1362171814Y.0000000225
|
| [62] | Vasudevan AK, Doherty RD (1989) Aluminum Alloys-Contemporary Research and Applications, Boston: Academic Press. |
| [63] | Katgerman L, Soetens F (2010) New frontiers in light metals. Proceedings of the 11th International Aluminium Conference INALCO 2010, the Netherlands, 23–25. |
| [64] |
Kah P, Rajan R, Martikainen J, et al. (2015) Investigation of weld defects in friction-stir welding and fusion welding of aluminium alloys. Int J Mech Mater Eng 10: 26. https://doi.org/10.1186/s40712-015-0053-8 doi: 10.1186/s40712-015-0053-8
|
| [65] |
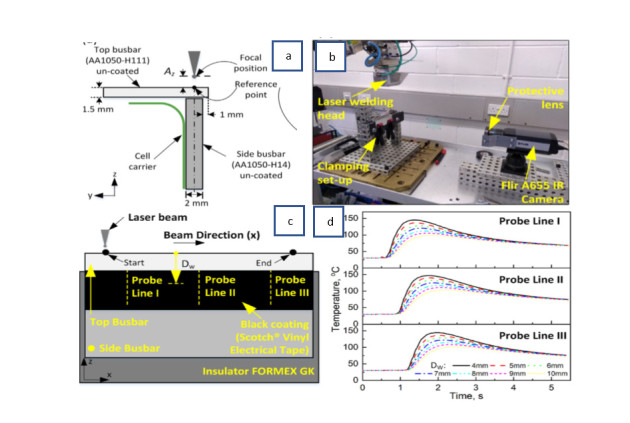
Sun T, Franciosa P, Ceglarek D (2021) Effect of focal position offset on joint integrity of AA1050 battery busbar assembly during remote laser welding. J Mater Res Technol 14: 2715–2726. https://doi.org/10.1016/j.jmrt.2021.08.002 doi: 10.1016/j.jmrt.2021.08.002
|
| [66] | Kirchhoff M (2021) Welding: E-mobility, Trumpf Laser- und Systentechnik GmbH. |
| [67] | Laserline GmbH, 2021. Laserline LDblue welding of electrical copper connectors. |
| [68] |
Kraetzsch M, Standfuss J, Klotzbach A, et al. (2011) Laser beam welding with high-frequency beam oscillation: Welding of dissimilar materials with brilliant fiber lasers. Physics Procedia 12: 142–149. https://doi.org/10.1016/j.phpro.2011.03.018 doi: 10.1016/j.phpro.2011.03.018
|
| [69] |
Dimatteo V, Ascari A, Fortunato A (2019) Continuous laser welding with spatial beam oscillation of dissimilar thin sheet materials (Al–Cu and Cu–Al): Process optimization and characterization. J Manuf Process 44: 158–165. https://doi.org/10.1016/j.jmapro.2019.06.002 doi: 10.1016/j.jmapro.2019.06.002
|
| [70] |
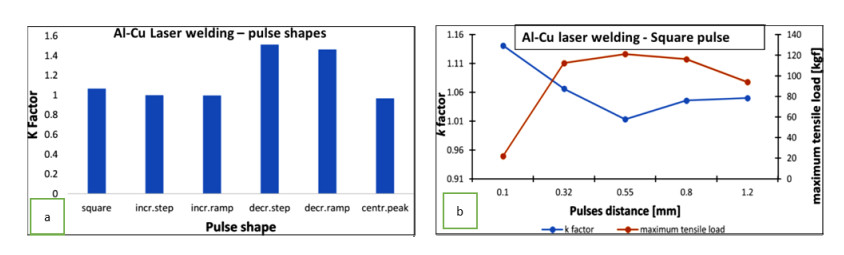
Lerra F, Ascari A, Fortunato A (2019) The influence of laser pulse shape and separation distance on dissimilar welding of Al and Cu films. J Manuf Process 45: 331–339. https://doi.org/10.1016/j.jmapro.2019.07.015 doi: 10.1016/j.jmapro.2019.07.015
|
| [71] | Olowinsky A (2021) How Lasers improve battery production. Available from: https://www.ilt.fraunhofer.de/de/mediathek/vortraege.html. |
| [72] |
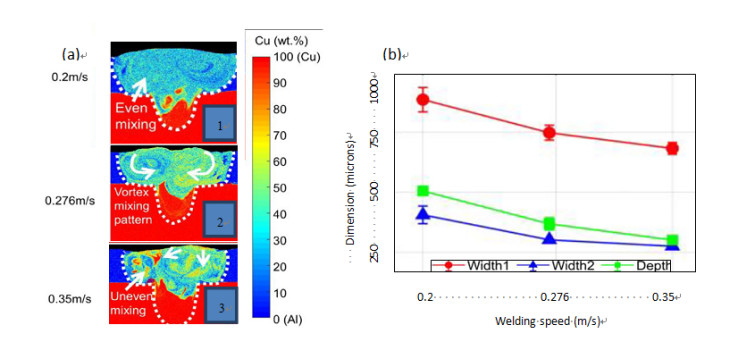
Huang W, Wang H, Rinker T, et al. (2020) Investigation of metal mixing in laser keyhole welding of dissimilar metals. Mater Design 195: 109056. https://doi.org/10.1016/j.matdes.2020.109056 doi: 10.1016/j.matdes.2020.109056
|
| [73] |
Schmalen P, Plapper P, Cai W (2016) Process robustness of laser braze-welded Al/Cu connectors. SAE Int J Alt Power 5: 195–204. https://doi.org/10.4271/2016-01-1198 doi: 10.4271/2016-01-1198
|
| [74] |
Schmalen P, Plapper P (2016) Evaluation of laser braze-welded dissimilar Al–Cu joints. Physics Procedia 83: 506–514. https://doi.org/10.1016/j.phpro.2016.08.052 doi: 10.1016/j.phpro.2016.08.052
|
| [75] |
Reisgen U, Olschok S, Jakobs S, et al. (2018) Influence of the degree of dilution with laser beam vacuum-welded Cu–Al mixed joints on the electrical properties. Procedia CIRP 74: 23–26. https://doi.org/10.1016/j.procir.2018.08.022 doi: 10.1016/j.procir.2018.08.022
|
| [76] |
Solchenbach T, Plapper P (2013) Mechanical characteristics of laser braze-welded aluminium-copper connections. Optics Laser Technol 54: 249–256. https://doi.org/10.1016/j.optlastec.2013.06.003 doi: 10.1016/j.optlastec.2013.06.003
|
| [77] |
Britten SW, Schmid L, Molitor T, et al. (2020) Blue high-power laser sources for processing solutions in e-mobility and beyond. Procedia CIRP 94: 592–595. https://doi.org/10.1016/j.procir.2020.09.082 doi: 10.1016/j.procir.2020.09.082
|
| [78] |
Zediker MS, Fritz RD, Finuf MJ, et al. (2020) Laser welding components for electric vehicles with a high-power blue laser system. J Laser Appl 32: 022038. https://doi.org/10.2351/7.0000054 doi: 10.2351/7.0000054
|
| [79] |
Mathivanan K, Plapper P (2019) Laser welding of dissimilar copper and aluminum sheets by shaping the laser pulses. Procedia Manuf 36: 154–162. https://doi.org/10.1016/j.promfg.2019.08.021 doi: 10.1016/j.promfg.2019.08.021
|
| [80] |
Schmalen P, Plapper P (2017) Resistance measurement of laser welded dissimilar Al/Cu joints. J Laser Micro Nanoen 12: 189–194. https://doi.org/10.2961/jlmn.2017.03.0003 doi: 10.2961/jlmn.2017.03.0003
|
| [81] |
Schmalen P, Plapper P, Peral I, et al. (2018) Composition and phases in laser welded Al–Cu joints by synchrotron X-ray microdiffraction. Procedia CIRP 74: 27–32. https://doi.org/10.1016/j.procir.2018.08.006 doi: 10.1016/j.procir.2018.08.006
|
| [82] |
Solchenbach T, Plapper P, Greger M, et al. (2014) Thermal and electrical aging of laser braze-welded aluminum-copper interconnects. Transl Mater Res 1: 015001. https://doi.org/10.1088/2053-1613/1/1/015001 doi: 10.1088/2053-1613/1/1/015001
|
| [83] | Mathivanan K, Plapper PW (2019) Laser overlap joining from copper to aluminum and analysis of failure zone. Lasers in Manufacturing Conference 2019, Munich, Germany. |
| [84] |
Hailat MM, Mian A, Chaudhury ZA, et al. (2012) Laser micro-welding of aluminum and copper with and without tin foil alloy. Microsyst Technol 18: 103–112. https://doi.org/10.1007/s00542-011-1378-8 doi: 10.1007/s00542-011-1378-8
|
| [85] |
Helm J, Dietz von Bayer I, Olowinsky A, et al. (2019) Influence of the surface properties of the connector material on the reliable and reproducible contacting of battery cells with a laser beam welding process. Weld World 63: 1221–1228. https://doi.org/10.1007/s40194-019-00727-y doi: 10.1007/s40194-019-00727-y
|
| [86] |
Lee SJ, Nakamura H, Kawahito Y, et al. (2014) Effect of welding speed on microstructural and mechanical properties of laser lap weld joints in dissimilar Al and Cu sheets. Sci Technol Weld Joi 19: 111–118. https://doi.org/10.1179/1362171813Y.0000000168 doi: 10.1179/1362171813Y.0000000168
|
| [87] | Risdiyanto A, Arifin M, Khayam U (2013) Study on temperature distribution at busbar connection based on contact resistance of different plating contact surface. 2013 Joint International Conference on Rural Information & Communication Technology and Electric-Vehicle Technology (rICT & ICeV-T), Bandung, Indonesia. https://doi.org/10.1109/rICT-ICeVT.2013.6741537 |
| [88] | Farahat MA, Gockenbach E, El-Alaily AA, et al. (1996) Effect of coating materials on the electrical performance of copper joints. Proceedings of the Forty-Second IEEE Holm Conference on Electrical Contacts, 472–478. https://doi.org/10.1109/HOLM.1996.557229 |
| [89] |
Wong TT, Liang GY, An G, et al. (2005) The electrical conductivity of laser-remelted and plasma-sprayed Ni and Cr coatings. J Mater Process Tech 159: 265–271. https://doi.org/10.1016/j.jmatprotec.2004.05.012 doi: 10.1016/j.jmatprotec.2004.05.012
|
| [90] | Swedish Institute of Standards (2016) Aluminum and aluminum alloy-Sheet metal and strip-Part 2: Mechanical properties. SS-EN 485-2. |
| [91] | ASM Handbook Committee (1990) Properties and selection: Nonferrous alloys and special-purpose materials, ASM Handbook, ASM International, 2. |
| [92] | Swedish Institute of Standards (2019) Aluminium and aluminium alloys—Chemical composition and form of wrought products-Part 3: Chemical composition and form of products. SS-EN 573-3. |
| [93] | Solchenbach T, Plapper P (2013) Combined laser beam braze-welding process for fluxless Al–Cu connections. International Conference on competitive Manufacturing (COMA), 13: 131–136. |
| [94] |
Kah P, Vimalraj C, Martikainen J, et al. (2015) Factors influencing Al–Cu weld properties by intermetallic compound formation. Int J Mech Mater Eng 10: 10. https://doi.org/10.1186/s40712-015-0037-8 doi: 10.1186/s40712-015-0037-8
|
| [95] |
Lee YG, Duh JG (1998) Characterizing the formation and growth of intermetallic compound in the solder joint. J Mater Sci 33: 5569–5572. https://doi.org/10.1023/A:1004499728840 doi: 10.1023/A:1004499728840
|
| [96] | Mys I, Schmidt M (2006) Laser micro welding of copper and aluminum. Lasers and Applications in Science and Engineering, San Jose, California, United States, 610703. https://doi.org/10.1117/12.648376 |
| [97] |
Watanabe W, Onda S, Tamaki T, et al. (2006) Space-selective laser joining of dissimilar transparent materials using femtosecond laser pulses. Appl Phys Lett 89: 021106. https://doi.org/10.1063/1.2221393 doi: 10.1063/1.2221393
|
| [98] |
Braunovic M (2007) Reliability of power connections. J Zhejiang Univ-Sc A 8: 343–356. https://doi.org/10.1631/jzus.2007.A0343 doi: 10.1631/jzus.2007.A0343
|
| [99] |
Kaplan AFH (2005) Model of the absorption variation during pulsed laser heating applied to welding of electronic Au/Ni-coated Cu-leadframes. Appl Surf Sci 241: 362–370. https://doi.org/10.1016/j.apsusc.2004.07.035 doi: 10.1016/j.apsusc.2004.07.035
|
| [100] | Huntington CA, Eagar TW (1983) Laser welding of aluminum and aluminum alloys. Weld Res Suppl 62: 105–107. |
| [101] | Kannatey-Asibu Jr E (2009) Principles of Laser Materials Processing, John Wiley & Sons. https://doi.org/10.1002/9780470459300 |
| [102] |
Delgado-Pinar M, Zalvidea D, Diez A, et al. (2006) Q-switching of an all-fiber laser by acousto-optic modulation of a fiber Bragg grating. Opt Express 14: 1106. https://doi.org/10.1364/OE.14.001106 doi: 10.1364/OE.14.001106
|
| [103] |
Heider A, Weber R, Herrmann D, et al. (2015) Power modulation to stabilize laser welding of copper. J Laser Appl 27: 022003. https://doi.org/10.2351/1.4906127 doi: 10.2351/1.4906127
|
| [104] | Minasian RA (2005) MODULATORS|modulation and demodulation of optical signals, In: Guenther CD, Encyclopedia of Modern Optics, Elsevier, 129–138. https://doi.org/10.1016/B0-12-369395-0/00667-9 |
| [105] | Purdue University, Modulation of light. Available from: https://www.physics.purdue.edu/webapps/index.php/course_document/index/phys570P/1684/25/14317 |
| [106] | Markettech, 2008. Overview of modulated and pulsed diode laser systems. Available from: https://www.markettechinc.net/wp-content/uploads/2018/05/Modulated-and-Pulsed-Diode-Lasers.pdf. |
| [107] | Schiry M, Plapper P (2019) Novel opportunities by laser welding of dissimilar materials. Proceedings of International Conference on Competitive Manufacturing COMA'19, South Africa, 293–300. |
| [108] |
Müller A, Goecke SF, Rethmeier M (2018) Laser beam oscillation welding for automotive applications. Weld World 62: 1039–1047. https://doi.org/10.1007/s40194-018-0625-3 doi: 10.1007/s40194-018-0625-3
|
| [109] |
Xue Z, Hu S, Zuo D, et al. (2013) Molten pool characterization of laser lap welded copper and aluminum. J Phys D Appl Phys 46: 495501. https://doi.org/10.1088/0022-3727/46/49/495501 doi: 10.1088/0022-3727/46/49/495501
|
| [110] | Deyneka-Dupriez N, Denkel A (2020) For a better world: OCT unlocks real-time quality control during oscillation welding. Lessmüller Lasertechnik. Available from: https://www.lasersystemseurope.com/analysis-opinion/better-world-oct-unlocks-real-time-quality-control-during-oscillation-welding. |
| [111] |
Müller A, Goecke SF, Sievi P, et al. (2014) Laser beam oscillation strategies for fillet welds in lap joints. Physics Procedia 56: 458–466. https://doi.org/10.1016/j.phpro.2014.08.149 doi: 10.1016/j.phpro.2014.08.149
|
| [112] |
Dimatteo V, Ascari A, Fortunato A (2021) Dissimilar laser welding of copper and aluminum alloys in multilayer configuration for battery applications. J Laser Appl 33: 042028. https://doi.org/10.2351/7.0000476 doi: 10.2351/7.0000476
|
| [113] |
Wahba M, Kawahito Y, Katayama S (2011) Laser direct joining of AZ91D thixomolded Mg alloy and amorphous polyethylene terephthalate. J Mater Process Tech 211: 1166–1174. https://doi.org/10.1016/j.jmatprotec.2011.01.021 doi: 10.1016/j.jmatprotec.2011.01.021
|
| [114] |
Schmidt PA, Pauleser T, Zaeh MF (2014) Optimisation of weld seam configurations using a genetic algorithm. Procedia CIRP 25: 393–399. https://doi.org/10.1016/j.procir.2014.10.054 doi: 10.1016/j.procir.2014.10.054
|
| [115] |
Mai TA, Spowage AC (2004) Characterisation of dissimilar joints in laser welding of steel-kovar, copper-steel and copper-aluminium. Mater Sci Eng-A Struct 374: 224–233. https://doi.org/10.1016/j.msea.2004.02.025 doi: 10.1016/j.msea.2004.02.025
|
| [116] |
Cai ZP, Ai BQ, Cao R, et al. (2016) Microstructure and properties of aluminum AA6061-T6 to copper (Cu)-T2 joints by cold metal transfer joining technology. J Mater Res 31: 2876–2887. https://doi.org/10.1557/jmr.2016.295 doi: 10.1557/jmr.2016.295
|
| [117] |
Mehta KP, Badheka VJ (2017) Hybrid approaches of assisted heating and cooling for friction stir welding of copper to aluminum joints. J Mater Process Tech 239: 336–345. https://doi.org/10.1016/j.jmatprotec.2016.08.037 doi: 10.1016/j.jmatprotec.2016.08.037
|
| [118] |
Esser G, Mys I, Schmidt MH (2004) Laser micro welding of copper and aluminium using filler materials. Fifth International Symposium on Laser Precision Microfabrication 5662: 337–342. https://doi.org/10.1117/12.596330 doi: 10.1117/12.596330
|
| [119] |
Tavassoli S, Abbasi M, Tahavvori R (2016) Controlling of IMCs layers formation sequence, bond strength and electrical resistance in Al–Cu bimetal compound casting process. Mater Design 108: 343–353. https://doi.org/10.1016/j.matdes.2016.06.076 doi: 10.1016/j.matdes.2016.06.076
|
| [120] | Shi Y, Zhou XL, Zhu M, et al. (2017) Effect of filler wires on brazing interface microstructure and mechanical properties of Al/Cu dissimilar metals welding-brazing joint. Mater Rep 31: 61–64 (in Chinese). |
Figures(21) / Tables(6)

Ehsan Harati, Paul Kah. Laser welding of aluminum battery tab to variable Al/Cu busbars in Li-ion battery joint[J]. AIMS Materials Science, 2022, 9(6): 884-918. doi: 10.3934/matersci.2022053







 DownLoad:
DownLoad: