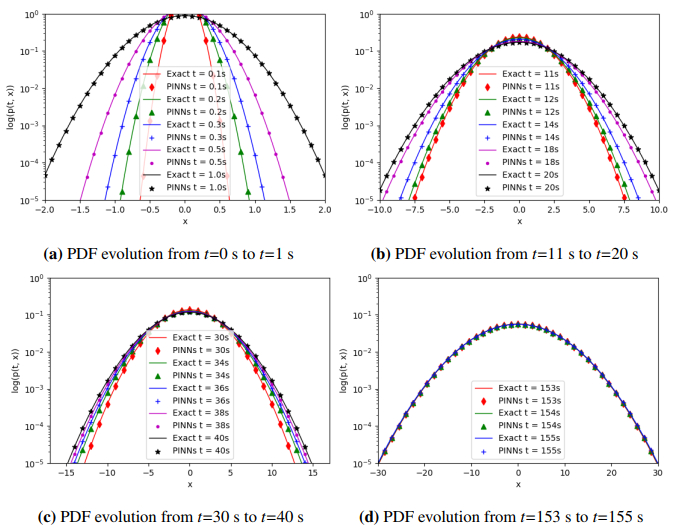
This study centered on employing the physics-informed neural networks (PINNs) approach for resolving the time-dependent Fokker-Planck-Kolmogorov (FPK) equation for the first time, culminating in the derivation of the transient probability density function. First, we derived the FPK equation for a dynamical system driven by fractional Gaussian noise (FGN). Second, a deep learning method based on PINNs was introduced for resolving the corresponding time-dependent FPK equation. Finally, two examples under two different excitation conditions were discussed to determine the effectiveness and feasibility of the PINNs algorithm. The results show that the PINNs algorithm can get the transient solution of the system under additive and multiplicative FGN. Concurrently, the Monte Carlo approach was utilized to evaluate the precision and computational efficiency of the PINNs algorithm. We found that the different comparison results are in good consistency, which proves that the PINNs algorithm is not only efficient, but also effective and interpretable.
Citation: Baolan Li, Shaojuan Ma, Hufei Li, Hui Xiao. Probability density prediction for linear systems under fractional Gaussian noise excitation using physics-informed neural networks[J]. Electronic Research Archive, 2025, 33(5): 3007-3036. doi: 10.3934/era.2025132
This study centered on employing the physics-informed neural networks (PINNs) approach for resolving the time-dependent Fokker-Planck-Kolmogorov (FPK) equation for the first time, culminating in the derivation of the transient probability density function. First, we derived the FPK equation for a dynamical system driven by fractional Gaussian noise (FGN). Second, a deep learning method based on PINNs was introduced for resolving the corresponding time-dependent FPK equation. Finally, two examples under two different excitation conditions were discussed to determine the effectiveness and feasibility of the PINNs algorithm. The results show that the PINNs algorithm can get the transient solution of the system under additive and multiplicative FGN. Concurrently, the Monte Carlo approach was utilized to evaluate the precision and computational efficiency of the PINNs algorithm. We found that the different comparison results are in good consistency, which proves that the PINNs algorithm is not only efficient, but also effective and interpretable.

| [1] |
C. Proppe, Exact stationary probability density functions for non-linear systems under poisson white noise excitation, Int. J. Non-Linear Mech., 38 (2003), 557–564. https://doi.org/10.1016/S0020-7462(01)00084-1 doi: 10.1016/S0020-7462(01)00084-1

|
| [2] |
W. Q. Zhu, Nonlinear stochastic dynamics and control in hamiltonian formulation, Appl. Mech. Rev., 59 (2006), 230–248. https://doi.org/10.1115/1.2193137 doi: 10.1115/1.2193137
|
| [3] |
J. Chen, J. Yang, K. Shen, Z. Zheng, Z. Chang, Stochastic dynamic analysis of rolling ship in random wave condition by using finite element method, Ocean Eng., 250 (2022), 110973. https://doi.org/10.1016/j.oceaneng.2022.110973 doi: 10.1016/j.oceaneng.2022.110973
|
| [4] |
E. Hirvijoki, T. Kurki-Suonio, S. Äkäslompolo, J. Varje, T. Koskela, J. Miettunen, Monte Carlo method and High Performance Computing for solving Fokker-Planck equation of minority plasma particles, J. Plasma Phys., 81 (2015), 435810301. https://doi.org/10.1017/S0022377815000203 doi: 10.1017/S0022377815000203
|
| [5] |
H. Fukushima, Y. Uesaka, Y. Nakatani, N. Hayashi, Numerical solutions of the fokker-planck equation by the finite difference method for the thermally assisted reversal of the magnetization in a single-domain particle, J. Magn. Magn. Mater., 242 (2002), 1002–1004. https://doi.org/10.1016/S0304-8853(01)01364-6 doi: 10.1016/S0304-8853(01)01364-6
|
| [6] |
Z. Ren, W. Xu, An improved path integration method for nonlinear systems under poisson white noise excitation, Appl. Math. Comput., 373 (2020), 125036. https://doi.org/10.1016/j.amc.2020.125036 doi: 10.1016/j.amc.2020.125036
|
| [7] |
Z. H. Liu, J. H. Geng, W. Q. Zhu, Transient stochastic response of quasi non-integerable hamiltonian system, Probab. Eng. Mech., 43 (2016), 148–155. https://doi.org/10.1016/j.probengmech.2015.09.009 doi: 10.1016/j.probengmech.2015.09.009
|
| [8] |
J. Biazar, P. Gholamin, K. Hosseini, Variational iteration method for solving Fokker-Planck equation, J. Franklin Inst., 347 (2010), 1137–1147. https://doi.org/10.1016/j.jfranklin.2010.04.007 doi: 10.1016/j.jfranklin.2010.04.007
|
| [9] |
S. Guo, F. Meng, Q. Shi, The generalized EPC method for the non-stationary probabilistic response of nonlinear dynamical system, Probab. Eng. Mech., 72 (2023), 103420. https://doi.org/10.1016/j.probengmech.2023.103420 doi: 10.1016/j.probengmech.2023.103420
|
| [10] |
S. Guo, Q. Shi, Z. Xu, Probabilistic solution for an MDOF hysteretic degrading system to modulated non-stationary excitations, Acta Mech., 234 (2023), 1105–1120. https://doi.org/10.1007/s00707-022-03435-9 doi: 10.1007/s00707-022-03435-9
|
| [11] |
W. Li, Y. Zhang, D. Huang, V. Rajic, Study on stationary probability density of a stochastic tumor-immune model with simulation by ANN algorithm, Chaos Solitons Fractals, 159 (2022), 112145. https://doi.org/10.1016/j.chaos.2022.112145 doi: 10.1016/j.chaos.2022.112145
|
| [12] |
Y. Xiao, L. Chen, Z. Duan, J. Sun, Y. Tang, An efficient method for solving high-dimension stationary FPK equation of strongly nonlinear systems under additive and/or multiplicative white noise, Probab. Eng. Mech., 77 (2024), 103668. https://doi.org/10.1016/j.probengmech.2024.103668 doi: 10.1016/j.probengmech.2024.103668
|
| [13] |
M. Raissi, P. Perdikaris, G. E. Karniadakis, Physics-informed neural networks: A deep learning framework for solving forward and inverse problems involving nonlinear partial differential equations, J. Comput. Phys., 378 (2019), 686–707. https://doi.org/10.1016/j.jcp.2018.10.045 doi: 10.1016/j.jcp.2018.10.045
|
| [14] |
C. Rao, H. Sun, Y. Liu, Physics-informed deep learning for computational elastodynamics without labeled data, J. Eng. Mech., 147 (2021), 04021043. https://doi.org/10.1061/(ASCE)EM.1943-7889.0001947 doi: 10.1061/(ASCE)EM.1943-7889.0001947
|
| [15] |
Z. Chen, Y. Liu, H. Sun, Physics-informed learning of governing equations from scarce data, Nat. Commun., 12 (2021), 6136. https://doi.org/10.1038/s41467-021-26434-1 doi: 10.1038/s41467-021-26434-1
|
| [16] |
Y. Guan, W. Li, D. Huang, N. Gubeljak, A new LBFNN algorithm to solve FPK equations for stochastic dynamical systems under gaussian or non-gaussian excitation, Chaos Solitons Fractals, 173 (2023), 113641. https://doi.org/10.1016/j.chaos.2023.113641 doi: 10.1016/j.chaos.2023.113641
|
| [17] |
X. Wang, J. Jiang, L. Hong, J. Sun, Random vibration analysis with radial basis function neural networks, Int. J. Dyn. Control, 10 (2022), 1385–1394. https://doi.org/10.1007/s40435-021-00893-2 doi: 10.1007/s40435-021-00893-2
|
| [18] |
X. Wang, J. Jiang, L. Hong, J. Sun, Stochastic bifurcations and transient dynamics of probability responses with radial basis function neural networks, Int. J. Non-Linear Mech., 147 (2022), 104244. https://doi.org/10.1016/j.ijnonlinmec.2022.104244 doi: 10.1016/j.ijnonlinmec.2022.104244
|
| [19] |
W. Sun, J. Feng, J. Su, Y. Liang, Data driven adaptive gaussian mixture model for solving Fokker-Planck equation, Chaos, 32 (2022), 033131. https://doi.org/10.1063/5.0083822 doi: 10.1063/5.0083822
|
| [20] |
Y. Zhang, K. Yuen, Physically guided deep learning solver for time-dependent Fokker-Planck equation, Int. J. Non-Linear Mech., 147 (2022), 104202. https://doi.org/10.1016/j.ijnonlinmec.2022.104202 doi: 10.1016/j.ijnonlinmec.2022.104202
|
| [21] |
Y. Xu, H. Zhang, Y. Li, K. Zhou, Q. Liu, J. Kurths, Solving Fokker-Planck equation using deep learning, Chaos, 30 (2020), 013133. https://doi.org/10.1063/1.5132840 doi: 10.1063/1.5132840
|
| [22] |
Y. Li, A data-driven method for the steady state of randomly perturbed dynamics, Commun. Math. Sci., 17 (2019), 1045–1059. https://doi.org/10.4310/cms.2019.v17.n4.a9 doi: 10.4310/cms.2019.v17.n4.a9
|
| [23] | J. Zhai, M. Dobson, Y. Li, A deep learning method for solving fokker-planck equations, in Proceedings of the 2nd Mathematical and Scientific Machine Learning Conference, (2022), 568–597. |
| [24] |
B. B. Mandelbrot, J. W. Van Ness, Fractional brownian motions, fractional noises and applications, SIAM Rev., 10 (1968), 422–437. https://doi.org/10.1137/1010093 doi: 10.1137/1010093
|
| [25] |
T. E. Duncan, Y. Hu, B. Pasik-Duncan, Stochastic calculus for fractional brownian motion $\mathrm{I} $, Theory, SIAM J. Control Optim., 38 (2000), 582–612. https://doi.org/10.1137/S036301299834171X doi: 10.1137/S036301299834171X
|
| [26] |
M. M. Vas'kovskii, Analog of the kolmogorov equations for one-dimensional stochastic differential equations controlled by fractional brownian motion with hurst exponent $H \in (0, 1)$, Differ. Equations, 58 (2022), 9–14. https://doi.org/10.1134/S0012266122010025 doi: 10.1134/S0012266122010025
|
| [27] |
F. Baudoin, L. Coutin, Operators associated with a stochastic differential equation driven by fractional brownian motions, Stochastic Processes Appl., 117 (2007), 550–574. https://doi.org/10.1016/j.spa.2006.09.004 doi: 10.1016/j.spa.2006.09.004
|
| [28] |
M. Vaskouski, I. Kachan, Asymptotic expansions of solutions of stochastic differential equations driven by multivariate fractional brownian motions having hurst indices greater than 1/3, Stochastic Anal. Appl., 36 (2018), 909–931. https://doi.org/10.1080/07362994.2018.1483247 doi: 10.1080/07362994.2018.1483247
|
| [29] |
Y. Xu, B. Pei, J. Wu, Stochastic averaging principle for differential equations with non-lipschitz coefficients driven by fractional brownian motion, Stochastics Dyn., 17 (2017), 1750013. https://doi.org/10.1142/S0219493717500137 doi: 10.1142/S0219493717500137
|
| [30] |
B. Pei, Y. Xu, J. Wu, Stochastic averaging for stochastic differential equations driven by fractional brownian motion and standard brownian motion, Appl. Math. Lett., 100 (2020), 106006. https://doi.org/10.1016/j.aml.2019.106006 doi: 10.1016/j.aml.2019.106006
|
| [31] |
M. L. Deng, W. Q. Zhu, Stochastic averaging of quasi-non-integrable hamiltonian systems under fractional gaussian noise excitation, Nonlinear Dyn., 83 (2016), 1015–1027. https://doi.org/10.1007/s11071-015-2384-7 doi: 10.1007/s11071-015-2384-7
|
| [32] |
T. Eftekhari, J. Rashidinia, A novel and efficient operational matrix for solving nonlinear stochastic differential equations driven by multi-fractional Gaussian noise, Appl. Math. Comput., 429 (2022), 127218. https://doi.org/10.1016/j.amc.2022.127218 doi: 10.1016/j.amc.2022.127218
|
| [33] |
M. Kamrani, N. Jamshidi, Implicit euler approximation of stochastic evolution equations with fractional Brownian motion, Commun. Nonlinear Sci. Numer. Simul., 44 (2017), 1–10. https://doi.org/10.1016/j.cnsns.2016.07.023 doi: 10.1016/j.cnsns.2016.07.023
|
| [34] |
L. Xu, Z. Li, J. Luo, Global attracting set and exponential decay of second-order neutral stochastic functional differential equations driven by fBm, Adv. Differ. Equations, 134 (2017). https://doi.org/10.1186/s13662-017-1186-2 doi: 10.1186/s13662-017-1186-2
|
| [35] |
G. Gripenberg, I. Norros, On the prediction of fractional Brownian motion, J. Appl. Probab., 33 (1996), 400–410. https://doi.org/10.2307/3215063 doi: 10.2307/3215063
|
| [36] |
Y. Hu, X. Y. Zhou, Stochastic control for linear systems driven by fractional noises, SIAM J. Control Optim., 43 (2005), 2245–2277. https://doi.org/10.1137/S0363012903426045 doi: 10.1137/S0363012903426045
|
| [37] |
L. Lu, X. Meng, Z. Mao, G. E. Karniadakis, DeepXDE: A deep learning library for solving differential equations, SIAM Rev., 63 (2021), 208–228. https://doi.org/10.1137/19M1274067 doi: 10.1137/19M1274067
|
| [38] |
C. Zeng, Y. Chen, Q. Yang, The fBm-driven Ornstein-Uhlenbeck process: Probability density function and anomalous diffusion, Fract. Calc. Appl. Anal., 15 (2012), 479–492. https://doi.org/10.2478/s13540-012-0034-z doi: 10.2478/s13540-012-0034-z
|
| [39] | A. V. Mikhajlovich, V. V. Ivanovich, Analysis of statistical characteristics of probability density distribution of the signal mixture and additive-multiplicative non-gaussian noise, in 2019 Dynamics of Systems, Mechanisms and Machines (Dynamics), (2019), 1–6. https://doi.org/10.1109/Dynamics47113.2019.8944670 |
| [40] |
S. C. Q. Valente, R. D. C. L. Bruni, Z. G. Arenas, D. G. Barci, Effects of multiplicative noise in bistable dynamical systems, Entropy, 27 (2025), 155. https://doi.org/10.3390/e27020155 doi: 10.3390/e27020155
|
| [41] |
G. Volpe, J. Wehr, Effective drifts in dynamical systems with multiplicative noise: A review of recent progress, Rep. Prog. Phys., 79 (2016), 053901. https://doi.org/10.1088/0034-4885/79/5/053901 doi: 10.1088/0034-4885/79/5/053901
|
Figures(23) / Tables(3)
Baolan Li, Shaojuan Ma, Hufei Li, Hui Xiao. Probability density prediction for linear systems under fractional Gaussian noise excitation using physics-informed neural networks[J]. Electronic Research Archive, 2025, 33(5): 3007-3036. doi: 10.3934/era.2025132






 DownLoad:
DownLoad: