We used the method of matched asymptotic expansions to examine the behavior of the Giesekus fluid near to the static contact line singularity in extrudate swell. This shear-thinning viscoelastic fluid had a solution structure in which the solvent stresses dominated the polymer stresses near to the singularity. As such, the stress singularity was Newtonian dominated, but required viscoelastic stress boundary layers to fully resolve the solution at both the die wall and free surface. The sizes and mechanism of the boundary layers at the two surfaces were different. We gave a similarity solution for the boundary layer at the die wall and derived the exact solution for the boundary layer at the free-surface. The local behavior for the shape of the free-surface was also derived, which we showed was primarily determined by the solvent stress. However, the angle of separation of the free surface was determined by the the global flow geometry. It was this which determined the stress singularity and then in turn the free-surface shape.
Citation: Jonathan D. Evans, Morgan L. Evans. Stress boundary layers for the Giesekus fluid at the static contact line in extrudate swell[J]. AIMS Mathematics, 2024, 9(11): 32921-32944. doi: 10.3934/math.20241575
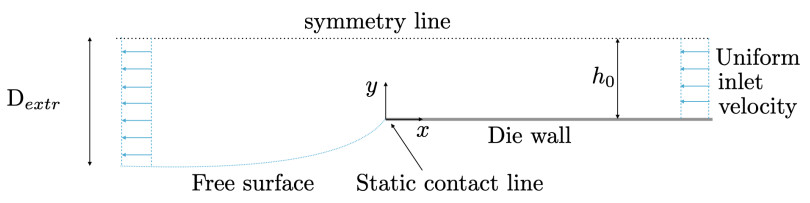
We used the method of matched asymptotic expansions to examine the behavior of the Giesekus fluid near to the static contact line singularity in extrudate swell. This shear-thinning viscoelastic fluid had a solution structure in which the solvent stresses dominated the polymer stresses near to the singularity. As such, the stress singularity was Newtonian dominated, but required viscoelastic stress boundary layers to fully resolve the solution at both the die wall and free surface. The sizes and mechanism of the boundary layers at the two surfaces were different. We gave a similarity solution for the boundary layer at the die wall and derived the exact solution for the boundary layer at the free-surface. The local behavior for the shape of the free-surface was also derived, which we showed was primarily determined by the solvent stress. However, the angle of separation of the free surface was determined by the the global flow geometry. It was this which determined the stress singularity and then in turn the free-surface shape.

| [1] |
G. C. Georgiou, L. G. Olson, W. W. Schultz, S. Sagan, A singular finite element for stokes flow: The stick-slip problem, Int. J. Numer. Meth. Fl., 9 (1989), 1353–1367. https://doi.org/10.1002/fld.1650091105 doi: 10.1002/fld.1650091105

|
| [2] |
G. C. Georgiou, W. W. Schultz, L. G. Olson, Singular finite elements for the sudden-expansion and the die-swell problems, Int. J. Numer. Meth. Fl., 10 (1990), 357–372. https://doi.org/10.1002/fld.1650100402 doi: 10.1002/fld.1650100402
|
| [3] |
M. Elliotis, G. Georgiou, C. Xenophontos, Solution of the planar Newtonian stick-slip problem with the singular function boundary integral method, Int. J. Numer. Meth. Fl., 48 (2005), 1001–1021. https://doi.org/10.1002/fld.973 doi: 10.1002/fld.973
|
| [4] |
R. I. Tanner, A theory of die-swell, J. Polym. Sci. Pol. Phys., 8 (1970), 2067–2078. https://doi.org/10.1002/pol.1970.160081203 doi: 10.1002/pol.1970.160081203
|
| [5] |
R. Tanner, A theory of die-swell revisited, J. Non-Newton. Fluid, 129 (2005), 85–87. https://doi.org/10.1016/j.jnnfm.2005.05.010 doi: 10.1016/j.jnnfm.2005.05.010
|
| [6] | R. Tanner, X. Huang, Stress singularities in non-Newtonian stick-slip and edge flows, J. Non-Newton. Fluid, 50 (1993), 135–160. |
| [7] |
S. Rosenblat, Rivulet flow of a viscoelastic liquid, J. Non-Newton. Fluid, 13 (1983), 259–277. https://doi.org/10.1016/0377-0257(83)80024-X doi: 10.1016/0377-0257(83)80024-X
|
| [8] |
A. J. Tanasijczuk, C. A. Perazzo, J. Gratton, Navier-Stokes solutions for steady parallel-sided pendent rivulets, Eur. J. Mech. B-Fluid., 29 (2010), 465–471. https://doi.org/10.1016/j.euromechflu.2010.06.002 doi: 10.1016/j.euromechflu.2010.06.002
|
| [9] | F. H. H. A. Mukahal, B. R. Duffy, S. K. Wilson, Rivulet flow of generalized newtonian fluids, Phys. Rev. Fluids, 3 (2018), 083302. |
| [10] |
J. Vlachopoulos, D. Strutt, Polymer processing, Mater. Sci. Technol., 19 (2003), 1161–1169. https://doi.org/10.1179/026708303225004738 doi: 10.1179/026708303225004738
|
| [11] |
E. Mitsoulis, Computational polymer processing, Model. Simul. Poly., 4 (2010), 127–195. https://doi.org/10.1007/s00502-010-0743-0 doi: 10.1007/s00502-010-0743-0
|
| [12] | R. Bird, R. C. Armstrong, O. Hassager, Dynamics of polymeric liquids, Nashville, TN: John Wiley & Sons, 2 Eds., 1 (1987). |
| [13] | C. W. Macosko, Rheology: Principles, measurements, and applications, Wiley, 1994. |
| [14] | J. M. Dealy, K. F. Wissbrun, Melt rheology and its role in plastics processing, Kluwer Academic, 1999. |
| [15] |
R. Larson, P. S. Desai, Modeling the rheology of polymer melts and solutions, Ann. Rev. Fluid Mech., 47 (2015), 47–65. https://doi.org/10.1146/annurev-fluid-010814-014612 doi: 10.1146/annurev-fluid-010814-014612
|
| [16] |
M. Denn, Extrusion instabilities and wall slip, Annu. Rev. Fluid Mech., 33 (2001), 265–287. https://doi.org/10.1002/ar.1053 doi: 10.1002/ar.1053
|
| [17] |
R. G. Larson, Instabilities in viscoelastic flows, Rheol. Acta, 31 (1992), 213–263. https://doi.org/10.1007/BF00366504 doi: 10.1007/BF00366504
|
| [18] |
D. Tang, F. H. Marchesini, L. Cardon, D. R. D'hooge, State of the-art for extrudate swell of molten polymers: From fundamental understanding at molecular scale toward optimal die design at final product scale, Macromol. Mater. Eng., 305 (2020), 2000340. https://doi.org/10.1002/mame.202000340 doi: 10.1002/mame.202000340
|
| [19] |
S. Richardson, The die swell phenomenon, Rheologica Acta, 9 (1970), 193–199. https://doi.org/10.1007/BF01973479 doi: 10.1007/BF01973479
|
| [20] | O. Hassager, Working group on numerical techniques, J. Non-Newton. Fluid, 29 (1988), 2–5. |
| [21] |
S. Middleman, J. Gavis, Expansion and contraction of capillary jets of viscoelastic liquids, Phys. Fluids, 4 (1961), 963–969. https://doi.org/10.1063/1.1706446 doi: 10.1063/1.1706446
|
| [22] |
J. Gavis, S. Middleman, Origins of normal stress in capillary jets of Newtonian and viscoelastic liquids, J. Appl. Polym. Sci., 7 (1963), 493–506. https://doi.org/10.1002/app.1963.070070208 doi: 10.1002/app.1963.070070208
|
| [23] | W. W. Graessley, S. D. Glasscock, R. L. Crawley, Die swell in molten polymers, T. Soc. Rheol., 14 (1970), 519–544. |
| [24] |
L. A. Utracki, Z. Bakerdjian, M. R. Kamal, A method for the measurement of the true die swell of polymer melts, J. Appl. Polym. Sci., 19 (1975), 481–501. https://doi.org/10.1002/app.1975.070190213 doi: 10.1002/app.1975.070190213
|
| [25] |
D. C. Huang, J. L. White, Extrudate swell from slit and capillary dies: An experimental and theoretical study, Polym. Eng. Sci., 19 (1979), 609–616. https://doi.org/10.1002/pen.760190904 doi: 10.1002/pen.760190904
|
| [26] |
S. Middleman, J. Gavis, Expansion and contraction of capillary jets of Newtonian liquids, Phys. Fluids, 4 (1961), 355–359. https://doi.org/10.1063/1.1706332 doi: 10.1063/1.1706332
|
| [27] |
S. L. Goren, S. Wronski, The shape of low-speed capillary jets of Newtonian liquids, J. Fluid Mech., 25 (1966), 185–198. https://doi.org/10.1017/S0022112066000120 doi: 10.1017/S0022112066000120
|
| [28] |
J. Batchelor, J. Berry, F. Horsfall, Die swell in elastic and viscous fluids, Polymer, 14 (1973), 297–299. https://doi.org/10.1016/0032-3861(73)90121-3 doi: 10.1016/0032-3861(73)90121-3
|
| [29] |
R. E. Nickell, R. I. Tanner, B. Caswell, The solution of viscous incompressible jet and free-surface flows using finite-element methods, J. Fluid Mech., 65 (1974), 189–206. https://doi.org/10.1017/S0022112074001339 doi: 10.1017/S0022112074001339
|
| [30] |
R. L. Gear, M. Keentok, J. F. Milthorpe, R. I. Tanner, The shape of low Reynolds number jets, Phys. Fluids, 26 (1983), 7–9. https://doi.org/10.1063/1.863987 doi: 10.1063/1.863987
|
| [31] |
E. B. Dussan, On the spreading of liquids on solid surfaces: Static and dynamic contact lines, Ann. Rev. Fluid Mech., 11 (1979), 371–400. https://doi.org/10.1146/annurev.fl.11.010179.002103 doi: 10.1146/annurev.fl.11.010179.002103
|
| [32] |
C. Huh, L. E. Scriven, Hydrodynamic model of steady movement of a solid/liquid/fluid contact line, J. Colloid Interf. Sci., 35 (1971), 85–101. https://doi.org/10.1016/0021-9797(71)90188-3 doi: 10.1016/0021-9797(71)90188-3
|
| [33] |
G. J. Jameson, M. C. G. del Cerro, Theory for the equilibrium contact angle between a gas, a liquid and a solid, J. Chem. Soc., 72 (1976), 883–895. https://doi.org/10.1039/f19767200883 doi: 10.1039/f19767200883
|
| [34] |
G. J. Merchant, J. B. Keller, Contact angles, Phys. Fluids A Fluid Dynam., 4 (1992), 477–485. https://doi.org/10.1063/1.858320 doi: 10.1063/1.858320
|
| [35] |
J. C. Slattery, E. Oh, K. Fu, Extension of continuum mechanics to the nanoscale, Chem. Eng. Sci., 59 (2004), 4621–4635. https://doi.org/10.1016/j.ces.2004.06.046 doi: 10.1016/j.ces.2004.06.046
|
| [36] |
M. E. Diaz, M. D. Savage, R. L. Cerro, The effect of temperature on contact angles and wetting transitions for n-alkanes on PTFE, J. Colloid Interf. Sci., 503 (2017), 159–167. https://doi.org/10.1016/j.jcis.2017.05.003 doi: 10.1016/j.jcis.2017.05.003
|
| [37] |
W. J. Silliman, L. E. Scriven, Separating how near a static contact line: Slip at a wall and shape of a free surface, J. Comput. Phys., 34 (1980), 287–313. https://doi.org/10.1016/0021-9991(80)90091-1 doi: 10.1016/0021-9991(80)90091-1
|
| [38] |
W. W. Schultz, C. Gervasio, A study of the singularity in the die-swell problem, Q. J. Mech. Appl. Math., 43 (1990), 407–425. https://doi.org/10.1093/qjmam/43.3.407 doi: 10.1093/qjmam/43.3.407
|
| [39] |
T. R. Salamon, D. E. Bornside, R. C. Armstrong, R. A. Brown, The role of surface tension in the dominant balance in the die swell singularity, Phys. Fluids, 7 (1995), 2328–2344. https://doi.org/10.1063/1.868746 doi: 10.1063/1.868746
|
| [40] |
T. R. Salamon, D. E. Bornside, R. C. Armstrong, R. A. Brown, Local similarity solutions in the presence of a slip boundary condition, Phys. Fluids, 9 (1997), 1235–1247. https://doi.org/10.1063/1.869263 doi: 10.1063/1.869263
|
| [41] |
Y. Kulkarni, T. Fullana, S. Zaleski, Stream function solutions for some contact line boundary conditions: Navier slip, super slip and the generalized Navier boundary condition, P. Roy. Soc. A Math. Phys. Eng. Sci., 479 (2023). https://doi.org/10.1098/rspa.2023.0141 doi: 10.1098/rspa.2023.0141
|
| [42] |
T. R. Salamon, D. E. Bornside, R. C. Armstrong, R. A. Brown, Local similarity solutions for the stress field of an Oldroyd-b fluid in the partial-slip/slip flow, Phys. Fluids, 9 (1997), 2191–2209. https://doi.org/10.1063/1.869342 doi: 10.1063/1.869342
|
| [43] |
L. M. Hocking, A moving fluid interface on a rough surface, J. Fluid Mech., 76 (1976), 801–817. https://doi.org/10.1017/S0022112076000906 doi: 10.1017/S0022112076000906
|
| [44] | R. G. Larson, Constitutive equations for polymer melts and solutions, Butterworth-Heinemann, 1988. |
| [45] |
H. Giesekus, A simple constitutive equation for polymer fluids based on the concept of deformation-dependent tensorial mobility, J. Non-Newton. Fluid, 11 (1982), 69–109. https://doi.org/10.1016/0377-0257(82)85016-7 doi: 10.1016/0377-0257(82)85016-7
|
| [46] |
H. Giesekus, Stressing behaviour in simple shear flow as predicted by a new constitutive model for polymer fluids, J. Non-Newton. Fluid, 12 (1983), 367–374. https://doi.org/10.1016/0377-0257(83)85009-5 doi: 10.1016/0377-0257(83)85009-5
|
| [47] |
A. Beris, R. Armstrong, R. Brown, Finite element calculation of viscoelastic flow in a journal bearing: Ⅱ. moderate eccentricity, J. Non-Newton. Fluid, 19 (1986), 323–347. https://doi.org/10.1016/0377-0257(86)80055-6 doi: 10.1016/0377-0257(86)80055-6
|
| [48] |
H. K. Moffatt, Viscous and resistive eddies near a sharp corner, J. Fluid Mech., 18 (1964), 1–18. https://doi.org/10.1017/S0022112064000015 doi: 10.1017/S0022112064000015
|
| [49] |
J. D. Evans, M. L. Evans, The extrudate swell singularity of Phan-Thien-Tanner and Giesekus fluids, Phys. Fluids, 31 (2019), 113102. https://doi.org/10.1063/1.5129664 doi: 10.1063/1.5129664
|
| [50] |
J. Evans, Stick-slip singularity of the giesekus fluid, J. Non-Newton. Fluid, 222 (2015), 24–33. https://doi.org/10.1016/j.jnnfm.2014.08.012 doi: 10.1016/j.jnnfm.2014.08.012
|
| [51] | J. D. Evans, M. L. Evans, Stress boundary layers for the Phan-Thien-Tanner fluid at the static contact line in extrudate swell, J. Eng. Math., 2024, in press. https://doi.org/10.21203/rs.3.rs-3934625/v1 |
| [52] |
G. Schleiniger, R. J. Weinacht, A remark on the Giesekus viscoelastic fluid, J. Rheol., 35 (1991), 1157–1170. https://doi.org/10.1122/1.550169 doi: 10.1122/1.550169
|
| [53] |
L. D. Sturges, Die swell: The separation of the free surface, J. Non-Newton. Fluid, 6 (1979), 155–159. https://doi.org/10.1016/0377-0257(79)87012-3 doi: 10.1016/0377-0257(79)87012-3
|
| [54] |
M. Renardy, The stresses of an upper convected Maxwell fluid in a Newtonian velocity field near a re-entrant corner, J. Non-Newton. Fluid, 50 (1993), 127–134. https://doi.org/10.1016/0377-0257(93)80027-9 doi: 10.1016/0377-0257(93)80027-9
|
| [55] |
M. Renardy, How to integrate the upper convected Maxwell (UCM) stresses near a singularity (and maybe elsewhere, too), J. Non-Newton. Fluid, 52 (1994), 91–95. https://doi.org/10.1016/0377-0257(94)85060-7 doi: 10.1016/0377-0257(94)85060-7
|
| [56] |
M. I. Gerritsma, T. N. Phillips, On the use of characteristic variables in viscoelastic flow problems, IMA J. Appl. Math., 66 (2001), 127–147. https://doi.org/10.1093/imamat/66.2.127 doi: 10.1093/imamat/66.2.127
|
| [57] |
M. I. Gerritsma, T. N. Phillips, On the characteristics and compatibility equations for the UCM model fluid, ZAMM-J. Appl. Math. Mech./ZAMM, 88 (2008), 523–539. https://doi.org/10.1002/zamm.200700058 doi: 10.1002/zamm.200700058
|
| [58] | R. G. Owens, T. N. Phillips, Computational rheology, Imperial College Press, 2002. |
| [59] | M. L. Evans, The extrudate swell singularity of viscoelastic fluids, PhD thesis, University of Bath, 2020. |
| [60] |
M. Renardy, The high Weissenberg number limit of the UCM model and the Euler equations, J. Non-Newton. Fluid, 69 (1997), 293–301. https://doi.org/10.1016/S0377-0257(96)01544-3 doi: 10.1016/S0377-0257(96)01544-3
|
| [61] |
T. Hagen, M. Renardy, Boundary layer analysis of the Phan-Thien-Tanner and Giesekus model in high Weissenberg number flow, J. Non-Newton. Fluid, 73 (1997), 181–189. https://doi.org/10.1016/S0377-0257(97)00035-9 doi: 10.1016/S0377-0257(97)00035-9
|
| [62] |
P. Lagerstrom, J. Cole, Examples illustrating expansion procedures for the Navier-Stokes equations, Indiana Univ. Math. J., 4 (1955), 817–882. https://doi.org/10.1512/iumj.1955.4.54032 doi: 10.1512/iumj.1955.4.54032
|
| [63] |
I. Chang, Navier-stokes solutions at large distances from a finite body, J. Math. Mech., 10 (1961), 811–876. https://doi.org/10.1512/iumj.1961.10.10055 doi: 10.1512/iumj.1961.10.10055
|
| [64] | M. V. Dyke, Perturbation methods in fluid mechanics, Academic Press, New York and London, 1964. |
| [65] | P. A. Lagerstrom, Matched asymptotic expansions, Springer, New York, 1988. |
| [66] | J. Kevorkian, J. D. Cole, Perturbation methods in applied mathematics, Springer, New York, 1981. |
| [67] |
R. G. Owens, The separation angle of the free surface of a viscous fluid at a straight edge, J. Fluid Mech., 942 (2022). https://doi.org/10.1017/jfm.2022.408 doi: 10.1017/jfm.2022.408
|
| [68] | F. Pimenta, M. A. Alves, RheoTool, 2016. Available from: https://github.com/fppimenta/rheoTool. |
| [69] |
R. Comminal, F. Pimenta, J. H. Hattel, M. A. Alves, J. Spangenberg, Numerical simulation of the planar extrudate swell of pseudoplastic and viscoelastic fluids with the streamfunction and the VOF methods, J. Non-Newton. Fluid, 252 (2108), 1–18. https://doi.org/10.1016/j.jnnfm.2017.12.005 doi: 10.1016/j.jnnfm.2017.12.005
|
| [70] |
M. Tomé, M. Araujo, J. Evans, S. McKee, Numerical solution of the Giesekus model for incompressible free surface flows without solvent viscosity, J. Non-Newton. Fluid, 263 (2109), 104–119. https://doi.org/10.1016/j.jnnfm.2018.11.007 doi: 10.1016/j.jnnfm.2018.11.007
|






Figures(7) / Tables(2)

Jonathan D. Evans, Morgan L. Evans. Stress boundary layers for the Giesekus fluid at the static contact line in extrudate swell[J]. AIMS Mathematics, 2024, 9(11): 32921-32944. doi: 10.3934/math.20241575






 DownLoad:
DownLoad: