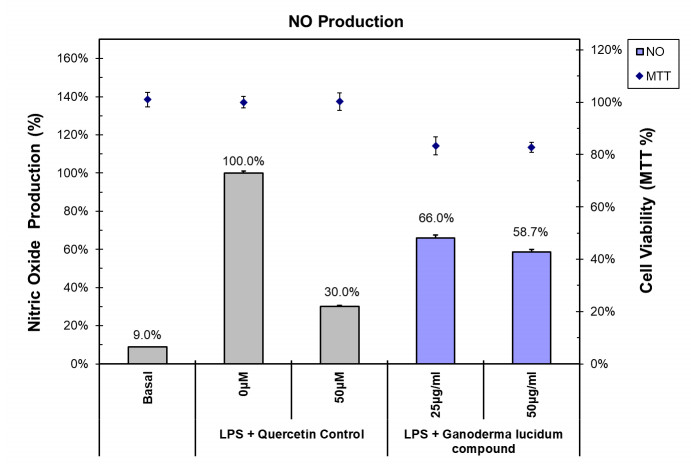
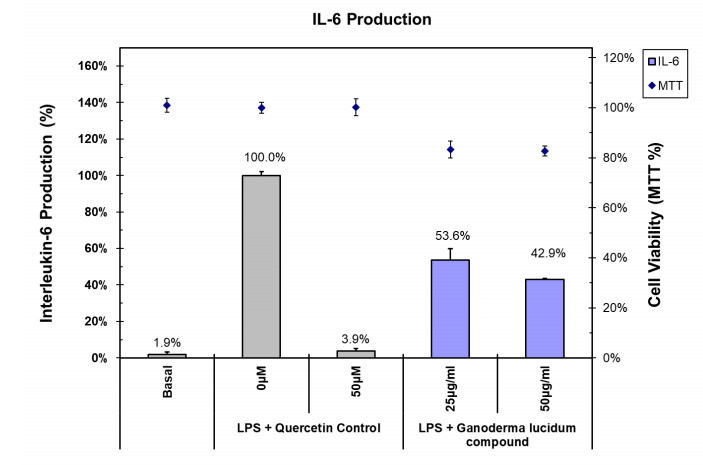
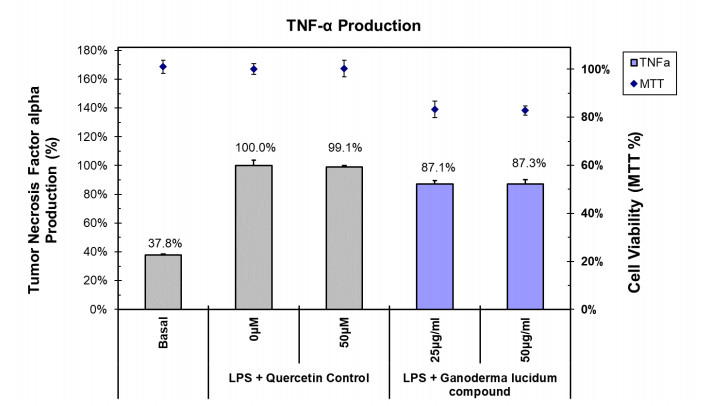
Green sustainable development is an extremely important concept, and the most representative industry is agriculture. The agricultural industry value chain covers the connotation of green and sustainable innovation. Circular agriculture is a revival of old agricultural practice, and the concept is a combination of crop planting and livestock farming to minimize the losses in the food production chain. This study explores the effects of Ganoderma lucidum compound added in feed on goat weight and anti-inflammatory through a case study. This study uses average weight difference analysis and an independent t-test to verify the goat weight gain and growth, and uses nitric oxide, interleukin 6, tumor necrosis factor α, and tetrazolium to verify goat health. This study shows that dietary supplementation of the Ganoderma lucidum compound has better performance in weight gain and growth of goats. It also provides a method of reducing antibiotics to promote health and welfare in the goat or even the livestock breeding industry. At the same time, it may help livestock owners to improve management efficiency.
Citation: Wen-Hung Lin, Kuo-Hua Lee, Liang-Tu Chen. The effects of Ganoderma lucidum compound on goat weight and anti-inflammatory: a case study of circular agriculture[J]. AIMS Environmental Science, 2021, 8(6): 553-566. doi: 10.3934/environsci.2021035
Green sustainable development is an extremely important concept, and the most representative industry is agriculture. The agricultural industry value chain covers the connotation of green and sustainable innovation. Circular agriculture is a revival of old agricultural practice, and the concept is a combination of crop planting and livestock farming to minimize the losses in the food production chain. This study explores the effects of Ganoderma lucidum compound added in feed on goat weight and anti-inflammatory through a case study. This study uses average weight difference analysis and an independent t-test to verify the goat weight gain and growth, and uses nitric oxide, interleukin 6, tumor necrosis factor α, and tetrazolium to verify goat health. This study shows that dietary supplementation of the Ganoderma lucidum compound has better performance in weight gain and growth of goats. It also provides a method of reducing antibiotics to promote health and welfare in the goat or even the livestock breeding industry. At the same time, it may help livestock owners to improve management efficiency.

| [1] | De Brito MP, Dekker R (2004) A framework for reverse logistics, in: Dekker R, Fleischmann M, Interfurth K, et al. Eds., Reverse logistics-quantitative models for closed-loop supply chains, Berlin: Springer. |
| [2] |
Guide Jr VDR, Van Wassenhove LN (2009) The evolution of closed-loop supply chain research. Oper Res 57: 10-18. doi: 10.1287/opre.1080.0628

|
| [3] |
Atasu A, Guide Jr VDR, Van Wassenhove LN (2008) Product reuse economics in closed-loop supply chain research. Prod Oper Manag 17: 483-946. doi: 10.3401/poms.1080.0051
|
| [4] |
Guide Jr VDR (2000) Production planning and control for remanufacturing: industry practice and research needs. J Oper Manag 18: 467-483. doi: 10.1016/S0272-6963(00)00034-6
|
| [5] | Guide Jr VDR, Van Wassenhove LN (2003) Business aspects of closed-loop supply chains, Pittsburgh: Carnegie Bosch Institute, International management series. |
| [6] |
Jurgilevich A, Birge T, Kentala-Lehtonen J, et al. (2016) Transition towards circular economy in the food system. Sustainability 8: 69. doi: 10.3390/su8010069
|
| [7] |
Pinheiro MA, Seles BM, Fiorini PD, et al. (2019) The role of new product development in underpinning the circular economy. Manag Decis 57: 840-862. doi: 10.1108/MD-07-2018-0782
|
| [8] | Constantin M, Strat G, Deaconu ME, et al. (2021) Innovative agri-food value chain management through a unique urban ecosystem. Manag Res Pract 13: 5-22. |
| [9] |
Lal R (2020) Home gardening and urban agriculture for advancing food and nutritional security in response to the COVID-19 pandemic. Food Secur 12: 871-876. doi: 10.1007/s12571-020-01058-3
|
| [10] |
Koskela O, Dempers C, Kymalainen M, et al. (2021) Simulating a biorefinery ecosystem to manage and motivate sustainable regional nutrient circulation. Technol Innov Manag Review 11: 33-43. doi: 10.22215/timreview/1421
|
| [11] |
Sofo A, Sofo A (2020) Converting home spaces into food gardens at the time of COVID-19 Quarantine: all the benefits of plants in this difficult and unprecedented period. Hum Ecol 48: 1-9. doi: 10.1007/s10745-020-00139-3
|
| [12] |
Hilimire K (2011) Integrated crop/livestock agriculture in the United States: a review. J Sustain Agr 35: 376-393. doi: 10.1080/10440046.2011.562042
|
| [13] |
Zhu Q, Jia R, Lin X (2019) Building sustainable circular agriculture in China: economic viability and entrepreneurship. Manag Decis 57: 1108-1122. doi: 10.1108/MD-06-2018-0639
|
| [14] |
Wezel A, Brives H, Casagrande M, et al. (2016) Agroecology territories: places for sustainable agricultural and food systems and biodiversity conservation. Agroecol Sust Food 40: 132-144. doi: 10.1080/21683565.2015.1115799
|
| [15] | Lin W, Kuo H, Ho L, et al. (2015) Gardenia jasminoides extracts and gallic acid inhibit lipopolysaccharide-induced inflammation by suppression of JNK2/1 signaling pathways in BV-2 cells. Iran J Basic Med Sci 18: 555-562. |
| [16] |
Vargas S, Larbi A, Sánchez M (2007) Analysis of size and conformation of native Creole goat breeds and crossbreds used in smallholder agrosilvopastoral systems in Puebla, Mexico. Trop Anim Health Pro 39: 279-286. doi: 10.1007/s11250-007-9012-6
|
| [17] | Elabid KE (2008) Various factors affecting birth weight of Sudanese Nubian goat kids. Res J Agri Biol Sci 4: 700-703. |
| [18] | Banerjee S, Jana D (2010) Factors affecting birth weight of Sirohi goat kids reared in hot and humid climate of West Bengal. World Appl Sci J 9: 1379-1382. |
| [19] |
Safari J, Mushi DE, Mtenga LA, et al. (2009) Effects of concentrate supplementation on carcass and meat quality attributes of feedlot finished Small East African goats. Livest Sci 125: 266-274. doi: 10.1016/j.livsci.2009.05.007
|
| [20] |
Mushi DE, Safari J, Mtenga LA, et al. (2009) Effects of concentrate levels on fattening performance, carcass and meat quality attributes of Small East African×Norwegian crossbred goats fed low quality grass hay. Livest Sci 124: 148-155. doi: 10.1016/j.livsci.2009.01.012
|
| [21] | Ismail AM, Yousif IA, Fadlelmoula AA (2011) Phenotypic Variations in Birth and Body Weights of the Sudanese Desert Goats. Livest Res Rural Dev 23: Article #34. |
| [22] |
Ahmed ST, Lee JW, Mun HS, et al. (2015) Effects of supplementation with green tea by-products on growth performance, meat quality, blood metabolites and immune cell proliferation in goats. J Anim Physiol Anim Nutr 99: 1127-1137. doi: 10.1111/jpn.12279
|
| [23] |
Cimmino R, Barone CMA, Claps S, et al. (2018) Effects of dietary supplementation with polyphenols on meat quality in Saanen goat kids. BMC Vet Res 14: 181. doi: 10.1186/s12917-018-1513-1
|
| [24] |
Tarigan A, Ginting SP, Ii A, et al. (2018) Body weight gain, nutrients degradability and fermentation rumen characteristics of boerka goat supplemented green concentrate pellets (GCP) based on indigofera zollingeriana. Pak J Biol Sci 21: 87-94. doi: 10.3923/pjbs.2018.87.94
|
| [25] |
Aarestrup F (2012) Sustainable farming: get pigs off antibiotics. Nature 486: 465-466. doi: 10.1038/486465a
|
| [26] | US Government Accountability Office (2011) Antibiotic resistance: agencies have made little progress addressing antibiotic use in animals. Available at: http://www.gao.gov/assets/330/323090.pdf. |
| [27] |
Kladar NV, Gavarić NS, Božin BN (2016) Ganoderma: insights into anticancer effects. Eur J Cancer Prev 25: 462-471. doi: 10.1097/CEJ.0000000000000204
|
| [28] |
Ahmad MF (2018) Ganoderma lucidum: persuasive biologically active constituents and their health endorsement. Biomed Pharmacother 107: 507-519. doi: 10.1016/j.biopha.2018.08.036
|
| [29] |
Su HG, Peng XR, Shi QQ, et al. (2020) Lanostane triterpenoids with anti-inflammatory activities from Ganoderma lucidum. Phytochemistry 173: 112256. 30. Hu Z, Du R, Xiu L, et al. (2019) Protective effect of triterpenes of Ganoderma lucidum on lipopolysaccharide-induced inflammatory responses and acute liver injury. Cytokine 127: 154917. doi: 10.1016/j.phytochem.2019.112256
|
| [30] |
Hu Z, Du R, Xiu L, et al. (2019) Protective effect of triterpenes of Ganoderma lucidum on lipopolysaccharide-induced inflammatory responses and acute liver injury. Cytokine 127: 154917. doi: 10.1016/j.cyto.2019.154917
|
| [31] |
Lin Z, Deng A (2019) Antioxidative and free radical scavenging activity of Ganoderma (Lingzhi). Adv Exp Med Biol 1182: 271-297. doi: 10.1007/978-981-32-9421-9_12
|
| [32] | Xie J, Liu Y, Chen B, et al. (2019) Ganoderma lucidum polysaccharide improves rat DSS-induced colitis by altering cecal microbiota and gene expression of colonic epithelial cells. Food Nutr Res 63: 1559. |
| [33] |
Jin M, Zhang H, Wang J, et al. (2019) Response of intestinal metabolome to polysaccharides from mycelia of Ganoderma lucidu. Int J Biol Macromol 122: 723-731. doi: 10.1016/j.ijbiomac.2018.10.224
|
| [34] |
Kraemer S, Ramachandran A, Perron GG (2019) Antibiotic pollution in the environment: from microbial ecology to public policy. Microorganisms 7: 180. doi: 10.3390/microorganisms7060180
|
| [35] | European-Commission Council (1996) directive 96/23/Ec of 29 April 1996 on measures to monitor certain substances and residues thereof in live animals and animal products and repealing directives 85/358/Eec and 86/469/Eec and decision 89/187/Eec and 91/664/Eec. Off J Eur Union L125:10. |
| [36] |
Van Boeckel TP, Brower C, Gilbert M (2015) Global trends in antimicrobial use in food animals. Proceedings of the National Academy of Sciences of the United States of America 112: 5649-5654. doi: 10.1073/pnas.1503141112
|
Figures(3) / Tables(3)

Wen-Hung Lin, Kuo-Hua Lee, Liang-Tu Chen. The effects of Ganoderma lucidum compound on goat weight and anti-inflammatory: a case study of circular agriculture[J]. AIMS Environmental Science, 2021, 8(6): 553-566. doi: 10.3934/environsci.2021035







 DownLoad:
DownLoad: