Citation: E. Langford, C.A. Griffiths. The mechanical strength of additive manufactured intraosseous transcutaneous amputation prosthesis, known as the ITAP[J]. AIMS Bioengineering, 2018, 5(3): 133-150. doi: 10.3934/bioeng.2018.3.133

| [1] |
Pendegrass CJ, Goodship AE, Price JS, et al. (2006) Natures answer to breaching the skin barrier: An innovative development for amputees. J Anat 209: 59–67. doi: 10.1111/j.1469-7580.2006.00595.x

|
| [2] |
Li Y, Brånemark R (2017) Osseointegrated prostheses for rehabilitation following amputation. Der Unfallchirurg 120: 285–292. doi: 10.1007/s00113-017-0331-4
|
| [3] |
Zhang M, Turner-Smith A, Roberts V, et al. (1996) Frictional action at lower limb/prosthetic socket interface. Med Eng Phys 18: 207–214. doi: 10.1016/1350-4533(95)00038-0
|
| [4] | Fitzpatrick N, Smith TJ, Pendegrass CJ, et al. (2011) Intraosseous Transcutaneous Amputation Prosthesis (ITAP) for limb salvage in 4 dogs. Vet Surg 40: 909–925. |
| [5] |
Kang NV, Morritt D, Pendegrass C, et al. (2013) Use of ITAP implants for prosthetic reconstruction of extra-oral craniofacial defects. J Plast Reconstr Aesthet Surg 66: 497–505. doi: 10.1016/j.bjps.2012.11.036
|
| [6] |
Sullivan J, Uden M, Robinson KP, et al. (2003) Rehabilitation of the trans femoral amputee with an osseointegrated prosthesis: The United Kingdom experience. Prosthet Orthot Int 27: 114–120. doi: 10.1080/03093640308726667
|
| [7] |
Deng L, Deng Y, Xie K (2017) AgNPs-decorated 3D printed PEEK implant for infection control and bone repair. Colloid Surface B 160: 483–492. doi: 10.1016/j.colsurfb.2017.09.061
|
| [8] | Duraiselvam M (2012) Laser surface modification of metals for liquid impingement erosion resistance. Laser Surf Modification Alloy Corros Erosion Resis 2012: 155–176. |
| [9] | Overview of biomaterials and their use in medical devices. (2018) Available from: https://www.asminternational.org/documents/10192/1849770/06974G_Chapter_1.pdf |
| [10] |
Chen Y, Frith JE, Dehghan-Manshadi A, et al. (2017) Mechanical properties and biocompatibility of porous titanium scaffolds for bone tissue engineering. J Mech Behav Biomed 75: 169–174. doi: 10.1016/j.jmbbm.2017.07.015
|
| [11] |
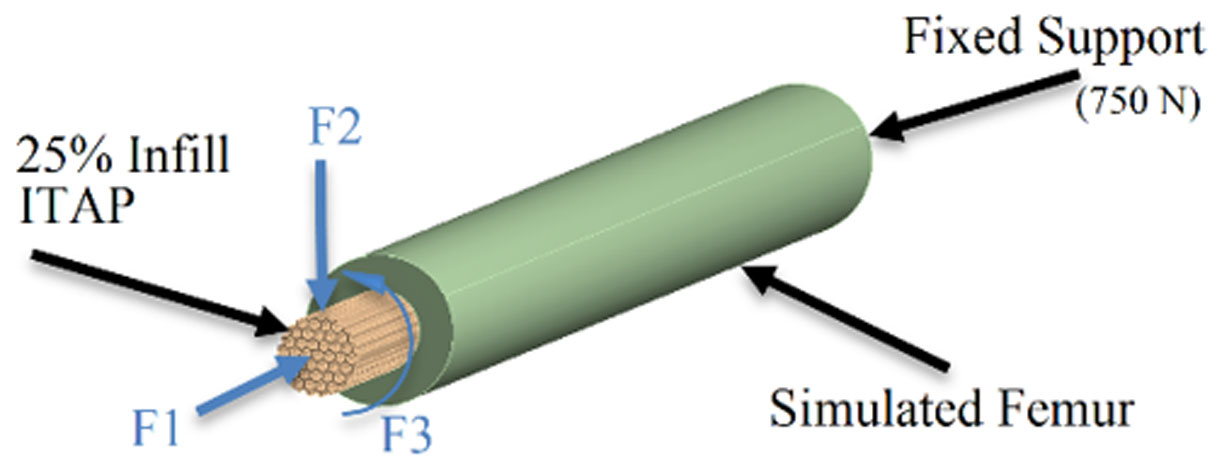
Newcombe L, Dewar M, Blunn G, et al. (2013) Effect of amputation level on the stress transferred to the femur by an artificial limb directly attached to the bone. Med Eng Phys 35: 1744–1753. doi: 10.1016/j.medengphy.2013.07.007
|
| [12] | GrabCAD-CAD library. Available from: https://grabcad.com/library/femur-bone-2. |
| [13] | Yousif A, Aziz MY (2012) Biomechanical analysis of the human femur bone during normal walking and standing up. IOSR J Eng 02: 13–19. |
| [14] | Ahuja M (1969) Normal variation in the density of selected human bones in North India. J Bone Joint Surg Br 51: 719–735. |
| [15] |
Yeni Y, Brown C, Norman T (1998) Influence of bone composition and apparent density on fracture toughness of the human femur and tibia. Bone 22: 79–84. doi: 10.1016/S8756-3282(97)00227-5
|
| [16] | Anyone has cancelous bone material file? Bill of Materials Discussions. Available from: https://forum.solidworks.com/thread/189281. |
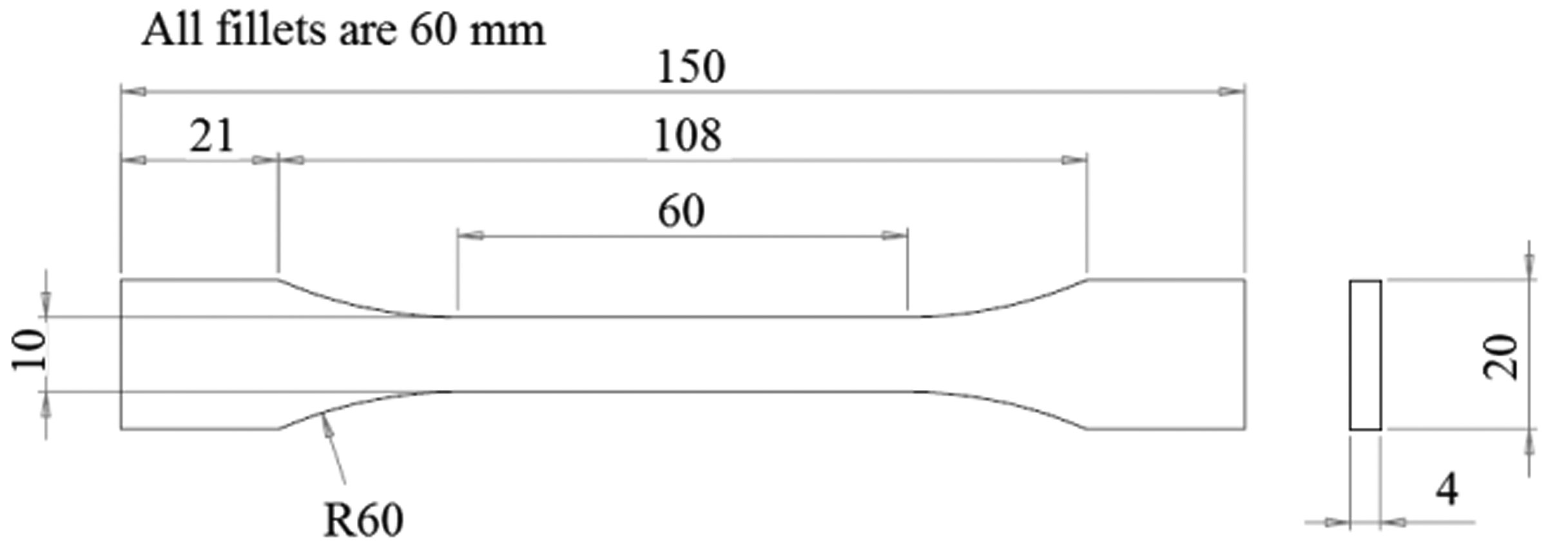
| [17] | Plastics - Determination of tensile properties - Part 2: Test conditions for moulding and extrusion plastics. BS EN ISO 527-2:2012. |
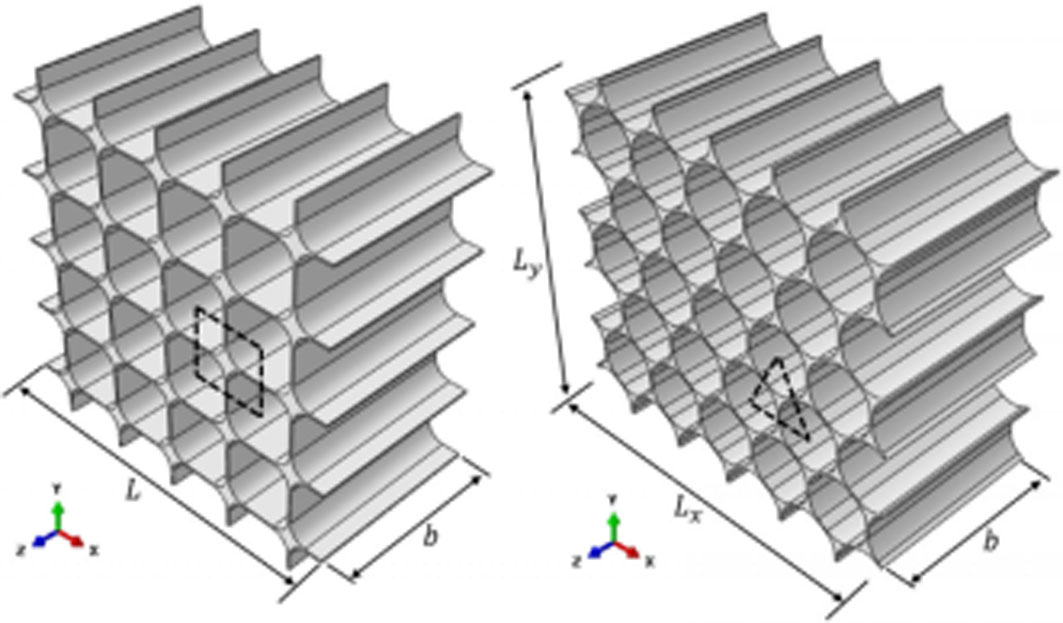
| [18] | Tiwari G, Thomas T, Khandelwal R (2017) Influence of reinforcement in the honeycomb structures under axial compressive load. Thin Wall Struct. |
| [19] |
Duan S, Tao Y, Lei H, et al. (2018) Enhanced out-of-plane compressive strength and energy absorption of 3D printed square and hexagonal honeycombs with variable-thickness cell edges. Extreme Mech Lett 18: 9–18. doi: 10.1016/j.eml.2017.09.016
|
| [20] |
Chen Y, Li T, Jia Z, et al. (2018) 3D printed hierarchical honeycombs with shape integrity under large compressive deformations. Mater Design 137: 226–234. doi: 10.1016/j.matdes.2017.10.028
|
| [21] |
Hosseinabadi HG, Bagheri R, Gray LA, et al. (2017) Plasticity in polymeric honeycombs made by photo-polymerization and nozzle based 3D-printing. Polym Test 63: 163–167. doi: 10.1016/j.polymertesting.2017.08.008
|
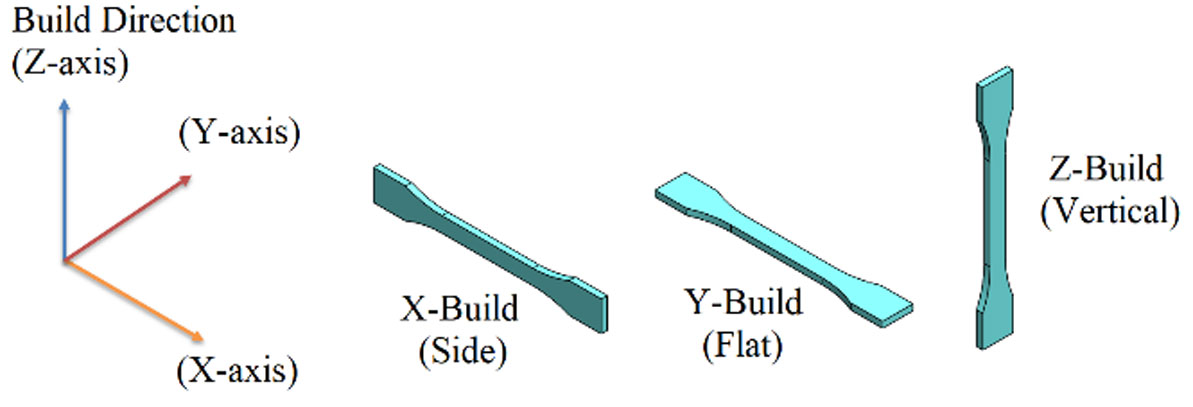
| [22] | Tanoto YY, Anggono J, Siahaan IH, et al. (2017) The effect of orientation difference in fused deposition modeling of ABS polymer on the processing time, dimension accuracy, and strength. Int Conf Eng 2017: 030051. |
| [23] | Skeletal System: Bones, Joints, Cartilage, Ligaments, Bursae. Health Pagesorg Anatomy Surgery Pregnancy Nutrition Fitness. Available from: https://www.healthpages.org/anatomy-function/musculoskeletal-system-bones-joints-cartilage-ligaments/. |
| [24] | Healthfully, 2018. Available from: https://healthfully.com/do-ligaments-do-skeletal-system-5757453.html. |
| [25] |
Bose S, Banerjee D, Shivaram A, et al. (2018) Calcium phosphate coated 3D printed porous titanium with nanoscale surface modification for orthopedic and dental applications. Mater Design 151: 102–112. doi: 10.1016/j.matdes.2018.04.049
|
| [26] |
Nicoletto G (2018) Directional and notch effects on the fatigue behavior of as-built DMLS Ti6Al4V. Int J Fatigue 106: 124–131. doi: 10.1016/j.ijfatigue.2017.10.004
|
| [27] |
Ramot Y, Haim-Zada M, Domb AJ, et al. (2016) Biocompatibility and safety of PLA and its copolymers. Adv Drug Deliver Rev 107: 153–162. doi: 10.1016/j.addr.2016.03.012
|


Figures(17) / Tables(9)

E. Langford, C.A. Griffiths. The mechanical strength of additive manufactured intraosseous transcutaneous amputation prosthesis, known as the ITAP[J]. AIMS Bioengineering, 2018, 5(3): 133-150. doi: 10.3934/bioeng.2018.3.133






 DownLoad:
DownLoad: