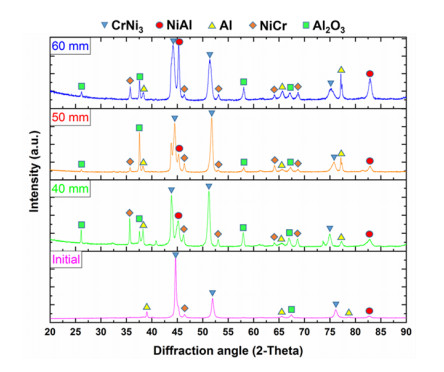
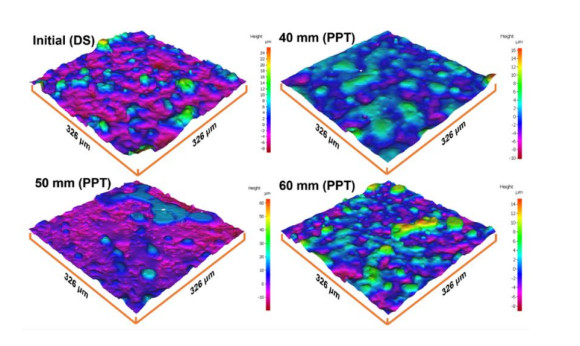
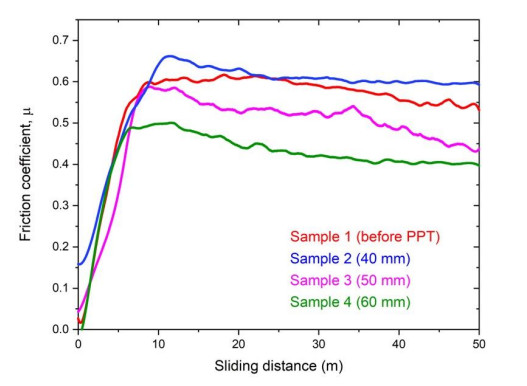
To protect materials from abrasion-corrosion, various thermal spraying methods can be used to apply coatings, such as gas-flame powder spraying, plasma spraying, high velocity oxygen-fuel spraying and detonation cannon. Thermal spraying is one of the most effective methods of protecting the material from wear and corrosion, thereby increasing the service life of the material used. We present the surface modification of coatings based on Ni-Cr-Al by a pulsed plasma treatment using a plasma generator. The coatings were obtained by detonation spraying followed by pulsed plasma treatment. The changes to the structural properties of the coatings under the influence of plasma flow were studied using scanning electron microscopy, energy-dispersive X-ray spectroscopy and X-ray diffraction. The mechanical and tribological properties were analyzed by surface roughness characterization, microhardness testing and tribological tests for a comprehensive analysis of changes in the characteristics of the Ni-Cr-Al coatings following pulsed plasma treatment. It was found that modification of the coating by pulsed plasma treatment causes an increase in the microhardness of the surface layer, as well as a reduction in the surface roughness and friction coefficient. According to the results of X-ray phase analysis, these improvements in the mechanical and tribomechanical properties of the obtained surfaces is associated with an increase in the content of CrNi3, NiAl and NiCr phases in the coatings.
Citation: Didar Yeskermessov, Bauyrzhan Rakhadilov, Laila Zhurerova, Akbota Apsezhanova, Zarina Aringozhina, Matthew Booth, Yerkezhan Tabiyeva. Surface modification of coatings based on Ni-Cr-Al by pulsed plasma treatment[J]. AIMS Materials Science, 2023, 10(5): 755-766. doi: 10.3934/matersci.2023042
To protect materials from abrasion-corrosion, various thermal spraying methods can be used to apply coatings, such as gas-flame powder spraying, plasma spraying, high velocity oxygen-fuel spraying and detonation cannon. Thermal spraying is one of the most effective methods of protecting the material from wear and corrosion, thereby increasing the service life of the material used. We present the surface modification of coatings based on Ni-Cr-Al by a pulsed plasma treatment using a plasma generator. The coatings were obtained by detonation spraying followed by pulsed plasma treatment. The changes to the structural properties of the coatings under the influence of plasma flow were studied using scanning electron microscopy, energy-dispersive X-ray spectroscopy and X-ray diffraction. The mechanical and tribological properties were analyzed by surface roughness characterization, microhardness testing and tribological tests for a comprehensive analysis of changes in the characteristics of the Ni-Cr-Al coatings following pulsed plasma treatment. It was found that modification of the coating by pulsed plasma treatment causes an increase in the microhardness of the surface layer, as well as a reduction in the surface roughness and friction coefficient. According to the results of X-ray phase analysis, these improvements in the mechanical and tribomechanical properties of the obtained surfaces is associated with an increase in the content of CrNi3, NiAl and NiCr phases in the coatings.

| [1] |
Singh L, Chawla V, Grewal J (2012) A review on detonation gun sprayed coatings. J Min Mater Char Eng 11: 243–265. https://doi.org/10.4236/jmmce.2012.113019 doi: 10.4236/jmmce.2012.113019

|
| [2] |
Guilemany J, Espallargas N, Suegama P, et al. (2006) Comparative study of Cr3C2–NiCr coatings obtained by HVOF and hard chromium coatings. Corros Sci 48: 2998–3013. https://doi.org/10.1016/j.corsci.2005.10.016 doi: 10.1016/j.corsci.2005.10.016
|
| [3] |
Roata I, Croitoru C, Pascu A, et al. (2019) Photocatalytic coatings via thermal spraying: A mini review. AIMS Mater Sci 6: 335–353. https://doi.org/10.3934/matersci.2019.3.335 doi: 10.3934/matersci.2019.3.335
|
| [4] |
Czupryński A (2019) Flame spraying of aluminum coatings reinforced with particles of carbonaceous materials as an alternative for laser cladding technologies. Materials 12: 3467. https://doi.org/10.3390/ma12213467 doi: 10.3390/ma12213467
|
| [5] |
Gedzevicius I, Valiulis A (2006) Analysis of wire arc spraying process variables on coatings properties. J Mater Process Technol 175: 206–211. https://doi.org/10.1016/J.JMATPROTEC.2005.04.019 doi: 10.1016/J.JMATPROTEC.2005.04.019
|
| [6] |
Bai L, Yi G, Wan S, et al. (2023) Comparison of tribological performances of plasma sprayed YSZ, YSZ/Ag, YSZ/MoO3 and YSZ/Ag/MoO3 coatings from 25 to 800 ℃. Wear 526–527: 204944. https://doi.org/10.1016/j.wear.2023.204944 doi: 10.1016/j.wear.2023.204944
|
| [7] |
Ushmaev D, Norton A, Kell J (2023) Thermally sprayed coatings resistant to environmental degradation: Columnar-like coatings through laser ablation and surface melting approach. Surf Coat Technol 460: 129394. https://doi.org/10.1016/j.surfcoat.2023.129394 doi: 10.1016/j.surfcoat.2023.129394
|
| [8] |
Yao HL, Yang C, Yi DL, et al. (2020) Microstructure and mechanical property of high velocity oxy-fuel sprayed WC-Cr3C2-Ni coatings. Surf Coat Technol 397: 126010. https://doi.org/10.1016/j.surfcoat.2020.126010 doi: 10.1016/j.surfcoat.2020.126010
|
| [9] |
Talako T, Yakovleva M, Astakhov Е, et al. (2018) Structure and properties of detonation gun sprayed coatings from the synthesized FeAlSi/Al2O3 powder. Surf Coat Technol 353: 93–104. https://doi.org/10.1016/j.surfcoat.2018.08.063 doi: 10.1016/j.surfcoat.2018.08.063
|
| [10] |
Singh S, Puri D, Prakash S (2005) Mechanical and metallurgical properties of plasma sprayed and laser remelted Ni–20Cr and Stellite-6 coatings. J Mater Process Technol 159: 347–355. https://doi.org/10.1016/j.jmatprotec.2004.05.023 doi: 10.1016/j.jmatprotec.2004.05.023
|
| [11] |
Souza V, Neville A (2007) Aspects of microstructure on the synergy and overall material loss of thermal spray coatings in erosion–corrosion environments. Wear 263: 339–346. https://doi.org/10.1016/j.wear.2007.01.071 doi: 10.1016/j.wear.2007.01.071
|
| [12] |
Wang X, Zhou D, Guo Z, et al. (2023) Manufacturing and the process-structure-property correlation of detonation sprayed iron coatings under an unconventional coating deposition mechanism. Surf Coat Technol 466: 129634. https://doi.org/10.1016/j.surfcoat.2023.129634 doi: 10.1016/j.surfcoat.2023.129634
|
| [13] |
Rybin D, Batraev I, Dudina D, et al. (2021) Deposition of tungsten coatings by detonation spraying. Surf Coat Technol 409: 126943. https://doi.org/10.1016/j.surfcoat.2021.126943 doi: 10.1016/j.surfcoat.2021.126943
|
| [14] |
Sova A, Pervushin D, Smurov I (2010) Development of multimaterial coatings by cold spray and gas detonation spraying. Surf Coat Technol 205: 1108–1114. https://doi.org/10.1016/j.surfcoat.2010.07.092 doi: 10.1016/j.surfcoat.2010.07.092
|
| [15] |
Kantay N, Rakhadilov B, Kurbanbekov S, et al. (2021) Influence of detonation-spraying parameters on the phase composition and tribological properties of Al2O3 coatings. Coatings 11: 793. https://doi.org/10.3390/coatings11070793 doi: 10.3390/coatings11070793
|
| [16] |
Tyurin Y, Kolisnichenko O (2009) Plasma-detonation technology for modification of the surface layer of metal parts. Open Surf Sci J 1: 13–19. https://doi.org/10.2174/1876531900901010013 doi: 10.2174/1876531900901010013
|
| [17] |
Maulet M, Rakhadilov B, Sagdoldina Z, et al. (2020) Influence of the detonation-spraying mode on the phase composition and properties of Ni-Cr coatings. Eurasian J Phys Funct Mater 4: 249–254. https://doi.org/10.29317/ejpfm.2020040307 doi: 10.29317/ejpfm.2020040307
|
| [18] |
Potekaev A, Chaplygina A, Chaplygina P, et al. (2019) The influence of grain size on low-stability pre-transitional structural-phase states of NiAl intermetallide. Russ Phys J 62: 519–526. https://doi.org/10.1007/s11182-019-01740-w doi: 10.1007/s11182-019-01740-w
|
| [19] |
Ulianitsky V, Batraev I, Dudina D, et al. (2017) Enhancing the properties of WC/Co detonation coatings using two-component fuels. Surf Coat Technol 318: 244–249. https://doi.org/10.1016/j.surfcoat.2016.08.008 doi: 10.1016/j.surfcoat.2016.08.008
|
| [20] |
Pogrebnjak A, Il'jashenko M, Kul'ment'eva O, et al. (2001) Structure and properties of Al2O3 and Al2O3 + Cr2O3 coatings deposited to steel 3 (0.3 wt%C) substrate using pulsed detonation technology. Vacuum 62: 21–26. https://doi.org/10.1016/S0042-207X(01)00109-9 doi: 10.1016/S0042-207X(01)00109-9
|
| [21] |
Rakhadilov B, Buitkenov D, Idrisheva Z, et al. (2021) Effect of pulsed-plasma treatment on the structural-phase composition and tribological properties of detonation coatings based on Ti-Si-C. Coatings 11: 795. https://doi.org/10.3390/coatings11070795 doi: 10.3390/coatings11070795
|
| [22] |
Kakimzhanov D, Rakhadilov B, Tyurin Y, et al. (2021). Influence of pulsed plasma treatment on phase composition and hardness of Cr3C2-NiCr coatings. Eurasian J Phys Funct Mater 5: 45–51. https://doi.org/10.32523/ejpfm.2021050106 doi: 10.32523/ejpfm.2021050106
|
| [23] |
Strnad G, Jakab-Farkas L (2014) Improving the accuracy of low-load vickers microhardness testing of hard thin films. Procedia Technol 12: 289–294. https://doi.org/10.1016/j.protcy.2013.12.488 doi: 10.1016/j.protcy.2013.12.488
|
| [24] |
Wang L, Li M, Zhang T, et al. (2003). Hardness measurement and evaluation of thin film on material surface. Chinese J Aeronaut 16: 52–58. https://doi.org/10.1016/S1000-9361(11)60171-4 doi: 10.1016/S1000-9361(11)60171-4
|
| [25] |
Rakhadilov B, Maulet M, Abilev M, et al. (2021). Structure and tribological properties of Ni-Cr-Al-based gradient coating prepared by detonation spraying. Coatings 11: 218. https://doi.org/10.3390/coatings11020218 doi: 10.3390/coatings11020218
|
| [26] |
Yang X, Zhou Y, Zhao M, et al. (2023). Impact of Al nanoparticles upon the microstructure and wear properties of Ni-Cr-Al nanocomposite coatings. J Indian Chem Soc 100: 100822. https://doi.org/10.1016/j.jics.2022.100822 doi: 10.1016/j.jics.2022.100822
|
Figures(7) / Tables(2)

Didar Yeskermessov, Bauyrzhan Rakhadilov, Laila Zhurerova, Akbota Apsezhanova, Zarina Aringozhina, Matthew Booth, Yerkezhan Tabiyeva. Surface modification of coatings based on Ni-Cr-Al by pulsed plasma treatment[J]. AIMS Materials Science, 2023, 10(5): 755-766. doi: 10.3934/matersci.2023042







 DownLoad:
DownLoad: