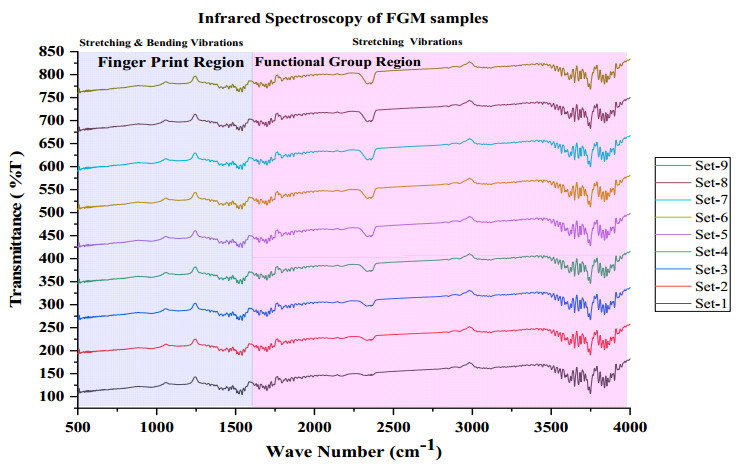
The gradual and uniform variation in the composition of the material, generally two, is called functionally graded materials (FGM). These FGM are used in practical applications to advantage both material properties. Several methods are used to fabricate the FGM components. The current article is research on the direct energy dispersive technique of 3D Printing employed for depositing the SS316L and Co-Cr-Mo alloy FGM samples. L9 orthogonal array of Taguchi method is used. Process parameters like laser power, powder feed rate and scan speed have been used for deposition. Their structural properties are analysed using scanning electron microscopy, X-ray diffraction, element dispersive technique, and Fourier transform impedance spectroscopy. The results reveal that defect-free samples were deposited, and all the samples have Body Centered Cubic structure except one. Good elemental bonding was observed between SS316L and Co-Cr-Mo alloy.
Citation: Yakkaluri Pratapa Reddy, Kavuluru Lakshmi Narayana, Mantrala Kedar Mallik, Christ Prakash Paul, Ch. Prem Singh. Experimental evaluation of additively deposited functionally graded material samples-microscopic and spectroscopic analysis of SS-316L/Co-Cr-Mo alloy[J]. AIMS Materials Science, 2022, 9(4): 653-667. doi: 10.3934/matersci.2022040
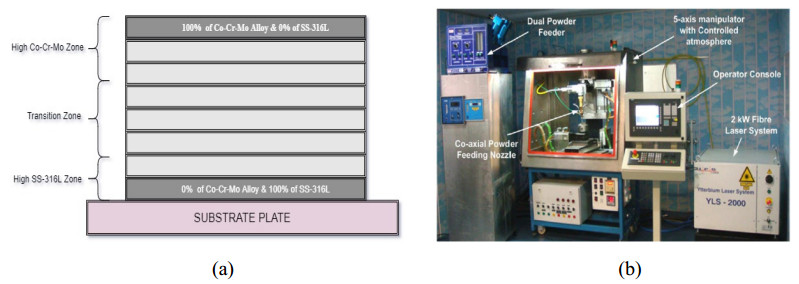
The gradual and uniform variation in the composition of the material, generally two, is called functionally graded materials (FGM). These FGM are used in practical applications to advantage both material properties. Several methods are used to fabricate the FGM components. The current article is research on the direct energy dispersive technique of 3D Printing employed for depositing the SS316L and Co-Cr-Mo alloy FGM samples. L9 orthogonal array of Taguchi method is used. Process parameters like laser power, powder feed rate and scan speed have been used for deposition. Their structural properties are analysed using scanning electron microscopy, X-ray diffraction, element dispersive technique, and Fourier transform impedance spectroscopy. The results reveal that defect-free samples were deposited, and all the samples have Body Centered Cubic structure except one. Good elemental bonding was observed between SS316L and Co-Cr-Mo alloy.

| [1] |
Zhang C, Chen F, Huang Z, et al. (2019) Additive manufacturing of functionally graded materials: A review. Mater Sci Eng A-Struct 764: 138209. https://doi.org/10.1016/j.msea.2019.138209 doi: 10.1016/j.msea.2019.138209

|
| [2] | Bayode A, Akinlabi ET, Pityana SL (2019) Fabrication of stainless steel based FGM by laser metal deposition, In: Kumar K, Davim JP, Hierarchical Composite Materials: Materials, Manufacturing, Engineering, Berlin, Boston: De Gruyter. https://doi.org/10.1515/9783110545104-004 |
| [3] |
Liu W, DuPont JN (2003) Fabrication of functionally graded TiC/Ti composites by laser engineered net shaping. Scripta Mater 48: 1337-1342. https://doi.org/10.1016/S1359-6462(03)00020-4 doi: 10.1016/S1359-6462(03)00020-4
|
| [4] |
Liu M, Kuttolamadom M (2021) Characterisation of Co-Cr-Mo-alloys via Direct Energy Deposition. International Manufacturing Science and Engineering Conference, American Society of Mechanical Engineers, 85062: V001T01A027. https://doi.org/10.1115/MSEC2021-64111 doi: 10.1115/MSEC2021-64111
|
| [5] |
Wilson JM, Jones N, Li J, et al. (2013) Laser deposited coatings of Co-Cr-Mo onto Ti-6Al-4V and SS-316L substrates for biomedical applications. J Biomed Mater Res B 101: 1124-1132. https://doi.org/10.1002/jbm.b.32921 doi: 10.1002/jbm.b.32921
|
| [6] |
Wang D, Song C, Yang Y, et al. (2016) Investigation of crystal growth mechanism during selective laser melting and mechanical property characterisation of 316L stainless steel parts. Mater Design 100: 291-299. https://doi.org/10.1016/j.matdes.2016.03.111 doi: 10.1016/j.matdes.2016.03.111
|
| [7] |
Ziętala M, Durejko T, Polański M, et al. (2016) The microstructure, mechanical properties and corrosion resistance of 316 L stainless steel fabricated using laser engineered net shaping. Mater Sci Eng A-Struct 677: 1-10. https://doi.org/10.1016/j.msea.2016.09.028 doi: 10.1016/j.msea.2016.09.028
|
| [8] | Eriksson P (2018) Evaluation of mechanical and microstructural properties for laser powder-bed fusion 316L. |
| [9] | Owoputi AO, Inambao FL, Ebhota WS (2018) A review of functionally graded materials: Fabrication processes and applications. IJAER 13: 16141-16151. |
| [10] |
Akinlabi SA, Mashinini MP, Ajayi OO, et al. (2018) Characterisation of laser metal deposited Titanium and molybdenum composite. IOP Conf Ser Mater Sci Eng 413: 012067. https://doi.org/10.1088/1757-899X/413/1/012067 doi: 10.1088/1757-899X/413/1/012067
|
| [11] |
Weng F, Gao S, Jiang J, et al. (2019) A novel strategy to fabricate thin 316L stainless steel rods by continuous directed energy deposition in Z direction. Addit Manuf 27: 474-481. https://doi.org/10.1016/j.addma.2019.03.024 doi: 10.1016/j.addma.2019.03.024
|
| [12] | Chen X, Yan L, Newkirk JW, et al. (2020) Design and fabrication of functionally graded material from Ti to γ-TiAl by laser metal deposition, Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, 148-159. |
| [13] |
Yan L, Chen Y, Liou F (2020) Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit Manuf 31: 1-26. https://doi.org/10.1016/j.addma.2019.100901 doi: 10.1016/j.addma.2019.100901
|
| [14] |
Belsvik MA, Tucho WM, Hansen V (2020) Microstructural studies of direct-laser-deposited stainless steel 316L-Si on 316L base material. SN Appl Sci 2: 1-15. https://doi.org/10.1007/s42452-020-03530-3 doi: 10.1007/s42452-020-03530-3
|
| [15] |
Ziętala M, Durejko T, Panowicz R, et al. (2020) Microstructure evolution of 316L steel prepared with the use of additive and conventional methods and subjected to dynamic loads: A comparative study. Materials 13: 4893. https://doi.org/10.3390/ma13214893 doi: 10.3390/ma13214893
|
| [16] |
Nath P, Nanda D, Dinda GP, et al. (2021) Assessment of microstructural evolution and mechanical properties of laser metal deposited 316L stainless steel. J Mater Eng Perform 30: 6996-7006. https://doi.org/10.1007/s11665-021-06101-8 doi: 10.1007/s11665-021-06101-8
|
| [17] |
da Silva Costa AM, Oliveira JP, Munhoz ALJ, et al. (2021) Co-Cr-Mo alloy fabricated by laser powder bed fusion process: Grain structure, defect formation, and mechanical properties. Int J Adv Manuf Technol 116: 2387-2399. https://doi.org/10.1007/s00170-021-07570-w doi: 10.1007/s00170-021-07570-w
|
| [18] |
Kim SH, Lee H, Yeon SM, et al. (2021) Selective compositional range exclusion via directed energy deposition to produce a defect-free Inconel 718/SS 316L functionally graded material. Addit Manuf 47: 102288. https://doi.org/10.1016/j.addma.2021.102288 doi: 10.1016/j.addma.2021.102288
|
| [19] |
Wen Y, Zhang B, Narayan RL, et al. (2021) Laser powder bed fusion of compositionally graded CoCrMo-Inconel 718. Addit Manuf 40: 101926. https://doi.org/10.1016/j.addma.2021.101926 doi: 10.1016/j.addma.2021.101926
|
| [20] |
Rodrigues TA, Bairrão N, Farias FWC, et al. (2022) Steel-copper functionally graded material produced by twin-wire and arc additive manufacturing (T-WAAM). Mater Design 213: 110270. https://doi.org/10.1016/j.matdes.2021.110270 doi: 10.1016/j.matdes.2021.110270
|
| [21] |
Oliveira JP, LaLonde AD, Ma J (2020) Processing parameters in laser powder bed fusion metal additive manufacturing. Mater Design 193: 108762. https://doi.org/10.1016/j.matdes.2020.108762 doi: 10.1016/j.matdes.2020.108762
|
| [22] |
Conde FF, Escobar JD, Oliveira JP, et al. (2019) Austenite reversion kinetics and stability during tempering of an additively manufactured maraging 300 steel. Addit Manuf 29: 100804. https://doi.org/10.1016/j.addma.2019.100804 doi: 10.1016/j.addma.2019.100804
|
| [23] |
Conde FF, Avila JA, Oliveira JP, et al. (2021) Effect of the as-built microstructure on the martensite to austenite transformation in an 18Ni maraging steel after laser-based powder bed fusion. Addit Manuf 46: 102122. https://doi.org/10.1016/j.addma.2021.102122 doi: 10.1016/j.addma.2021.102122
|
Figures(8) / Tables(3)

Yakkaluri Pratapa Reddy, Kavuluru Lakshmi Narayana, Mantrala Kedar Mallik, Christ Prakash Paul, Ch. Prem Singh. Experimental evaluation of additively deposited functionally graded material samples-microscopic and spectroscopic analysis of SS-316L/Co-Cr-Mo alloy[J]. AIMS Materials Science, 2022, 9(4): 653-667. doi: 10.3934/matersci.2022040







 DownLoad:
DownLoad: