Citation: Hitoshi Soyama, Yuya Okura. The use of various peening methods to improve the fatigue strength of titanium alloy Ti6Al4V manufactured by electron beam melting[J]. AIMS Materials Science, 2018, 5(5): 1000-1015. doi: 10.3934/matersci.2018.5.1000

| [1] |
Murr LE, Gaytan SM, Medina F, et al. (2010) Next-generation biomedical implants using additive manufacturing of complex, cellular and functional mesh arrays. Philos T R Soc A 368: 1999–2032. doi: 10.1098/rsta.2010.0010

|
| [2] |
Edwards P, O'Conner A, Ramulu M (2013) Electron beam additive manufacturing of titanium components: Properties and performance. J Manuf Sci E-T ASME 135: 061016. doi: 10.1115/1.4025773
|
| [3] | Sato M, Takakuwa O, Nakai M, et al. (2016) Using cavitation peening to improve the fatigue life of titanium alloy Ti-6Al-4V manufactured by electron beam melting. Mater Sci Appl 7: 181–191. |
| [4] | Peyre P, Fabbro R, Merrien P, et al. (1996) Laser shock processing of aluminium alloys. Application to high cycle fatigue behaviour. Mat Sci Eng A-Struct 210: 102–113. |
| [5] |
Sano Y, Obata M, Kubo T, et al. (2006) Retardation of crack initiation and growth in austenitic stainless steels by laser peening without protective coating. Mat Sci Eng A-Struct 417: 334–340. doi: 10.1016/j.msea.2005.11.017
|
| [6] |
Hatamleh O, Lyons J, Forman R (2007) Laser and shot peening effects on fatigue crack growth in friction stir welded 7075-T7351 aluminum alloy joints. Int J Fatigue 29: 421–434. doi: 10.1016/j.ijfatigue.2006.05.007
|
| [7] | Soyama H (2017) Key factors and applications of cavitation peening. Int J Peen Sci Technol 1: 3–60. |
| [8] | Chan KS, Koike M, Mason RL, et al. (2013) Fatigue life of titanium alloys fabricated by additive layer manufacturing techniques for dental implants. Metall Mater Trans A 44: 1010–1022. |
| [9] |
Herzog D, Seyda V, Wycisk E, et al. (2016) Additive manufacturing of metals. Acta Mater 117: 371–392. doi: 10.1016/j.actamat.2016.07.019
|
| [10] |
Cao F, Zhang TT, Ryder MA, et al. (2018) A review of the fatigue properties of additively manufactured Ti-6Al-4V. JOM 70: 349–357. doi: 10.1007/s11837-017-2728-5
|
| [11] |
Zhao XL, Li SJ, Zhang M, et al. (2016) Comparison of the microstructures and mechanical properties of Ti-6Al-4V fabricated by selective laser melting and electron beam melting. Mater Design 95: 21–31. doi: 10.1016/j.matdes.2015.12.135
|
| [12] |
Fousova M, Vojtech D, Doubrava K, et al. (2018) Influence of inherent surface and internal defects on mechanical properties of additively manufactured Ti6Al4V alloy: Comparison between selective laser melting and electron beam melting. Materials 11: 537. doi: 10.3390/ma11040537
|
| [13] |
Abbasi T, Abbasi SA (2007) Dust explosions-Cases, causes, consequences, and control. J Hazard Mater 140: 7–44. doi: 10.1016/j.jhazmat.2006.11.007
|
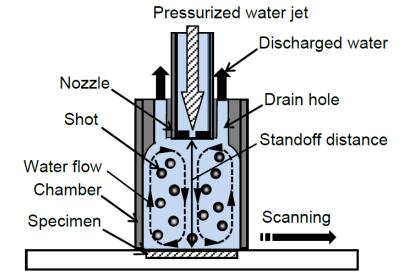
| [14] | Naito A, Takakuwa O, Soyama H (2012) Development of peening technique using recirculating shot accelerated by water jet. Mater Sci Technol 28: 234–239. |
| [15] |
Sasoh A, Watanabe K, Sano Y, et al. (2005) Behavior of bubbles induced by the interaction of a laser pulse with a metal plate in water. Appl Phys A-Mater 80: 1497–1500. doi: 10.1007/s00339-004-3196-7
|
| [16] |
Soyama H, Lichtarowicz A, Momma T, et al. (1998) A new calibration method for dynamically loaded transducers and its application to cavitation impact measurement. J Fluids Eng 120: 712–718. doi: 10.1115/1.2820728
|
| [17] |
Soyama H, Sekine Y, Saito K (2011) Evaluation of the enhanced cavitation impact energy using a PVDF transducer with an acrylic resin backing. Measurement 44: 1279–1283. doi: 10.1016/j.measurement.2011.03.027
|
| [18] | Soyama H (2016) Opposed cavitating jets and their application for cavitation peening of wall surrounding hole. Proceedings of 23rd International Conference on Water Jetting, 201–208. |
| [19] |
Takakuwa O, Nakai M, Narita K, et al. (2016) Enhancing the durability of spinal implant fixture applications made of Ti-6Al-4V ELI by means of cavitation peening. Int J Fatigue 92: 360–367. doi: 10.1016/j.ijfatigue.2016.07.021
|
| [20] | Soyama H (2015) Surface mechanics design of metallic materials on mechanical surface treatments. Mech Eng Rev 2: 14-00192. |
| [21] |
Soyama H, Nagasaka K, Takakuwa O, et al. (2012) Optimum injection pressure of a cavitating jet for introducing compressive residual stress into stainless steel. J Power Energy Syst 6: 63–75. doi: 10.1299/jpes.6.63
|
| [22] |
Kanou S, Takakuwa O, Mannava SR, et al. (2012) Effect of the impact energy of various peening techniques on the induced plastic deformation region. J Mater Process Tech 212: 1998–2006. doi: 10.1016/j.jmatprotec.2012.05.003
|
| [23] | Soyama H (2018) Effect of peening methods on improvement of fatigue strength of stainless steel by mechanical surface treatment. Proceedings of 67th JSMS Annual Meetings, 281–282. |
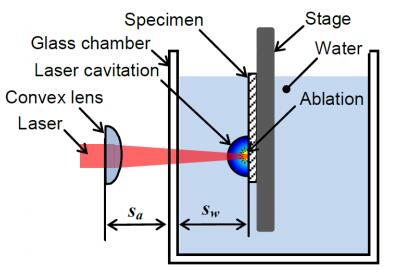
| [24] | Soyama H (2017) Introduction of compressive residual stress into alloy tool steel by submerged laser peening utilizing laser cavitation impact. Proceedings of the 9th International Conference on Leading Edge Manufacturing in 21st Century, LEM 2017, article number 010. |
| [25] |
Soyama H, Yamauchi Y, Adachi Y, et al. (1995) High-speed observations of the cavitation cloud around a high-speed submerged water-jet. JSME Int J B 38: 245–251. doi: 10.1299/jsmeb.38.245
|
| [26] | Kamisaka H, Soyama H (2018) Effect of injection pressure on mechanical surface treatment using a submerged water jet. J Jet Flow Eng 33: 4–10. |
| [27] |
Soyama H (2011) Enhancing the aggressive intensity of a cavitating jet by means of the nozzle outlet geometry. J Fluids Eng 133: 101301. doi: 10.1115/1.4004905
|
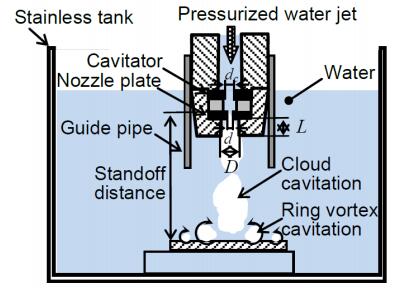
| [28] | Soyama H (2014) Enhancing the aggressive intensity of a cavitating jet by introducing a cavitator and a guide pipe. J Fluid Sci Technol 9: 13-00238. |
| [29] | Little RE (1972) Estimating the median fatigue limit for very small up-and-down quantal response tests and for S-N data with runouts. ASTM STP 511: 29–42. |
| [30] | National Institute for Materials Science Japan (2004) Data sheet on giga-cycle fatigue properties of Ti-6Al-4V (900 MPa class) titanium alloy. NIMS Fatigue Data Sheet No 92, 1–12. |
Figures(14)

Hitoshi Soyama, Yuya Okura. The use of various peening methods to improve the fatigue strength of titanium alloy Ti6Al4V manufactured by electron beam melting[J]. AIMS Materials Science, 2018, 5(5): 1000-1015. doi: 10.3934/matersci.2018.5.1000







 DownLoad:
DownLoad: