Bacterial meningitis, which is considered a major concern by the World Health Organization, is a medical emergency that lingers as a terrifying infection in sub-Saharan Africa and other countries in the "meningitis belt" due to the frequent occurrence of the infection and its debilitating effects among survivors, even after treatment. This study presents a novel two-strain compartmental bacterial meningitis model. The disease-free equilibrium was established to be locally and globally asymtotically stable. Numerical simulations were performed to visualize the effects of various model parameters on each compartment. Sensitivity analysis was also performed and it was established that the most sensitive parameter for both strains $ 1 $ and $ 2 $ is the transmission probability, $ \beta $. It was ascertained that bacterial meningitis will not spread in the population if at least $ 25\% $ of the population are immune to the disease.
Citation: Monica Veronica Crankson, Olusegun Olotu, Ayodeji Sunday Afolabi, Afeez Abidemi. Modeling the vaccination control of bacterial meningitis transmission dynamics: a case study[J]. Mathematical Modelling and Control, 2023, 3(4): 416-434. doi: 10.3934/mmc.2023033
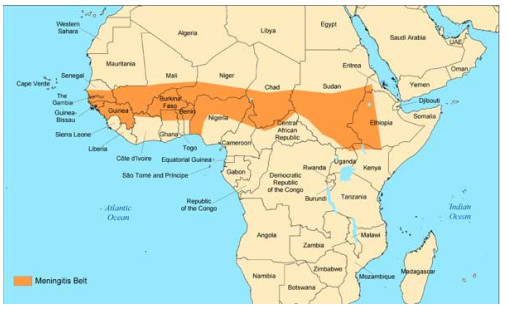
Bacterial meningitis, which is considered a major concern by the World Health Organization, is a medical emergency that lingers as a terrifying infection in sub-Saharan Africa and other countries in the "meningitis belt" due to the frequent occurrence of the infection and its debilitating effects among survivors, even after treatment. This study presents a novel two-strain compartmental bacterial meningitis model. The disease-free equilibrium was established to be locally and globally asymtotically stable. Numerical simulations were performed to visualize the effects of various model parameters on each compartment. Sensitivity analysis was also performed and it was established that the most sensitive parameter for both strains $ 1 $ and $ 2 $ is the transmission probability, $ \beta $. It was ascertained that bacterial meningitis will not spread in the population if at least $ 25\% $ of the population are immune to the disease.

| [1] | World Health Organization, Meningitis, World Health Organization, 2020. Available from: http://www.who.int/health-topics/meningitis. |
| [2] |
A. R. Tunkel, B. J. Hartman, S. L. Kaplan, B. A. Kaufman, K. L. Roos, W. M. Scheld, et al., Practice guidelines for the management of bacterial meningitis, Clin. Infect. Dis., 39 (2004), 1267–1284. https://doi.org/10.1086/425368 doi: 10.1086/425368

|
| [3] |
L. Ginsberg, Difficult and recurrent meningitis, J. Neurol. Neurosurg. Psychiatry, 75 (2004), i16–i21. http://doi.org/10.1136/jnnp.2003.034272 doi: 10.1136/jnnp.2003.034272
|
| [4] |
C. W. Woods, G. Armstrong, S. O. Sackey, C. Tetteh, S. Bugri, B. A. Perkins, et al., Emergency vaccination against epidemic meningitis in Ghana: implications for the control of meningococcal disease in West Africa, Lancet, 335 (2000), 30–33. https://doi.org/10.1016/S0140-6736(99)03366-8 doi: 10.1016/S0140-6736(99)03366-8
|
| [5] |
T. Letsa, C. L. Noora, G. K. Kuma, E. Asiedu, G. Kye-Duodu, E. Afari, et al., Pneumococcal meningitis outbreak and associated factors in six districts of Brong Ahafo Region, Ghana, 2016, BMC Public Health, 18 (2018), 781. https://doi.org/10.1186/s12889-018-5529-z doi: 10.1186/s12889-018-5529-z
|
| [6] |
N. Amidu, B. B. Antuamwine, O. Addai-Mensah, A. Abdul-Karim, A. Stebleson, B. B. Abubakari, et al., Diagnosis of bacterial meningitis in Ghana: polymerase chain reaction versus latex agglutination methods, PLoS One, 14 (2019), e0210812. https://doi.org/10.1371/journal.pone.0210812 doi: 10.1371/journal.pone.0210812
|
| [7] | Centre for Disease Control, Meningitis in West Africa, Centre for Disease Control, 2021. Available from: http://wwwnc.cdc.gov/travel/yellowbook/2010/chapter-2/meningococcal-disease.aspx. |
| [8] | L. Fordjour, R. Abdul-Razak, Ghana: UWR records 18 deaths from meningitis within 10 weeks, Ghanaian Times, 2020. Available from: https://allafrica.com/stories/202003170696.html. |
| [9] |
B. Dartey, O. Afreh, E. Teviu, G. Khumalo, T. Letsa, K. Issah, et al., Analysis of meningitis outbreak data, Jaman North district, Brong Ahafo Region, Ghana Med. J., 54 (2020), 53–58. https://doi.org/10.4314/gmj.v54i2s.9 doi: 10.4314/gmj.v54i2s.9
|
| [10] |
B. B. Kaburi, C. Kubio, E. Kenu, D. K. Ameme, J. K. Mahama, S. O. Sackey, et al., Evaluation of bacterial meningitis surveillance data of the northern region, Ghana, 2010–2015, Pan Afr. Med. J., 27 (2017), 11036. https://doi.org/10.11604/pamj.2017.27.164.11036 doi: 10.11604/pamj.2017.27.164.11036
|
| [11] |
T. J. Irving, K. B. Blyuss, C. Colijn, C. L. Trotter, Modelling meningococcal meningitis in the African meningitis belt, Epidemiol. Infect., 140 (2012), 897–905. https://doi.org/10.1017/S0950268811001385 doi: 10.1017/S0950268811001385
|
| [12] |
M. Martcheva, G. Crispino-O'Connell, The transmission of meningococcal infection: a mathematical study, J. Math. Anal. Appl., 283 (2003), 251–275. https://doi.org/10.1016/S0022-247X(03)00289-0 doi: 10.1016/S0022-247X(03)00289-0
|
| [13] | E. N. Wiah, I. A. Adetunde, A mathematical model of cerebrospinal meningitis epidemic: a case study for Jirapa district, Ghana, Curr. Appl. Sci. Technol., 10 (2010), 63–73. |
| [14] | T. T. Yusuf, A. O. Olayinka, Optimal control of meningococcal meningitis transmission dynamics: a case study of Nigeria, IOSR J. Math., 15 (2019), 13–26. |
| [15] | World Health Organization, Meningococcal meningitis, World Health Organization, 2018. Available from: https://www.who.int/news-room/fact-sheets/detail/meningococcal-meningitis. |
| [16] |
S. Tartof, A. Cohn, F. Tarbangdo, M. H. Djingarey, N. Messonnier, T. A. Clark, et al., Identifying optimal vaccination strategies for serogroup A Neisseria meningitidis conjugate vaccine in the African meningitis belt, PLoS One, 8 (2013), e63605. https://doi.org/10.1371/journal.pone.0063605 doi: 10.1371/journal.pone.0063605
|
| [17] |
S. Tartof, A. Cohn, F. Tarbangdo, M. H. Djingarey, N. Messonnier, T. A. Clark, et al., Correction: identifying optimal vaccination strategies for serogroup a Neisseria meningitidis conjugate vaccine in the African meningitis belt, PLoS One, 12 (2017), e0190188. https://doi.org/10.1371/journal.pone.0190188 doi: 10.1371/journal.pone.0190188
|
| [18] | K. B. Blyuss, Mathematical modelling of the dynamics of meningococcal meningitis in Africa, In: P. J. Aston, A. J. Mulholland, K. M. M. Tant, UK success stories in industrial mathematics, 2016,221–226. https://doi.org/10.1007/978-3-319-25454-8_28 |
| [19] | T. T. Yusuf, Mathematical modelling and simulation of meningococcal meningitis transmission dynamics, FUTA J. Res. Sci., 14 (2018), 94–104. |
| [20] |
M. J. F. Martinez, E. G. Merino, E. G. Sanchez, J. E. G. Sanchez, M. del Rey, G. R. Sanchez, A mathematical model to study the meningococcal meningitis, Proc. Comput. Sci., 18 (2013), 2492–2495. https://doi.org/10.1016/j.procs.2013.05.426 doi: 10.1016/j.procs.2013.05.426
|
| [21] |
J. J. K. Asamoah, F. Nyabadza, B. Seidu, M. Chand, H. Dutta, Mathematical modelling of bacterial meningitis transmission dynamics with control measures, Comput. Math. Methods Med., 2018 (2018), 2657461. https://doi.org/10.1155/2018/2657461 doi: 10.1155/2018/2657461
|
| [22] |
F. B. Agusto, M. C. A. Leite, Optimal control and cost-effective analysis of the 2017 meningitis outbreak in Nigeria, Infect. Dis. Modell., 4 (2019), 161–187. https://doi.org/10.1016/j.idm.2019.05.003 doi: 10.1016/j.idm.2019.05.003
|
| [23] | I. M. ELmojtaba, S. O. Adam, A mathematical model for meningitis disease, Red Sea Univ. J. Basic Appl. Sci., 2 (2017), 467–472. |
| [24] |
M. V. Crankson, O. Olotu, N. Amegbey, A. S. Afolabi, Mathematical modeling and stability analyses on the transmission dynamics of bacterial meningitis, J. Math. Comput. Sci., 11 (2021), 7384–7413. https://doi.org/10.28919/jmcs/6513 doi: 10.28919/jmcs/6513
|
| [25] |
P. Apanga, J. Awoonor-Williams, An evaluation of the meningitis surveillance in northern Ghana, Int. J. Trop. Dis. Health, 12 (2016), 1–10. https://doi.org/10.9734/IJTDH/2016/22489 doi: 10.9734/IJTDH/2016/22489
|
| [26] | World Health Organization, Meningococcal Meningitis, World Health Organization, 2020. Available from: https://www.who.int/news-room/fact-sheets/detail/meningococcal-meningitis. |
| [27] |
M. Barik, S. Chauhan, S. K. Bhatia, Efficacy of pulse vaccination over constant vaccination in COVID-19: a dynamical analysis, Commun. Math. Biol. Neurosci., 94 (2020), 1–33. https://doi.org/10.28919/cmbn/5187 doi: 10.28919/cmbn/5187
|
| [28] |
S. Chauhan, O. P. Misra, J. Dhar, Stability analysis of SIR model with vaccination, Amer. J. Comput. Appl. Math., 4 (2014), 17–23. https://doi.org/10.5923/j.ajcam.20140401.03 doi: 10.5923/j.ajcam.20140401.03
|
| [29] |
A. Abidemi, M. I. Abd-Aziz, R. Ahmad, Vaccination and vector control effect on dengue virus transmission dynamics: modelling and simulation, Chaos Solitons Fract., 133 (2020), 109648. https://doi.org/10.1016/j.chaos.2020.109648 doi: 10.1016/j.chaos.2020.109648
|
| [30] | C. Castillo-Chavez, Z. Feng, W. Huang, On the computation of $R_{0}$ and its role on global stability, In: Mathematical approaches for emerging and re-emerging infectious diseases: an introduction, 2002,229–250. https://doi.org/10.1007/978-1-4757-3667-0_13 |
| [31] | Ghana Statistical Service, Population Size Ghana, by Region, 2010–2020, Ghana Statistical Service, 2020. Available from: https://statsghana.gov.gh/. |
| [32] |
A. Z. Trestioreanu, A. Fraser, A. Gafter-Gvili, M. Paul, L. Leibovici, Antibiotics for preventing meningococcal infections, Cochrane Database Syst. Rev., 10 (2013), 1–47. https://doi.org/10.1002/14651858.CD004785.pub5 doi: 10.1002/14651858.CD004785.pub5
|
| [33] |
K. O. Kwok, F. Lai, W. I. Wei, S. Y. S. Wong, J. W. Tang, Herd immunity-estimating the level required to halt the COVID-19 epidemics in affected countries, J. Infect., 80 (2020), e32–e33. https://doi.org/10.1016/j.jinf.2020.03.027 doi: 10.1016/j.jinf.2020.03.027
|
| [34] |
A. Abidemi, Z. M. Zainuddin, N. A. B. Aziz, Impact of control interventions on COVID-19 population dynamics in Malaysia: a mathematical study, Eur. Phys. J. Plus, 136 (2021), 237. https://doi.org/10.1140/epjp/s13360-021-01205-5 doi: 10.1140/epjp/s13360-021-01205-5
|











Figures(12) / Tables(4)
Monica Veronica Crankson, Olusegun Olotu, Ayodeji Sunday Afolabi, Afeez Abidemi. Modeling the vaccination control of bacterial meningitis transmission dynamics: a case study[J]. Mathematical Modelling and Control, 2023, 3(4): 416-434. doi: 10.3934/mmc.2023033







 DownLoad:
DownLoad: