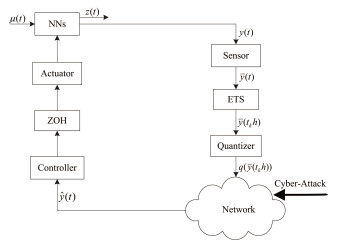
This paper is devoted to dealing with the dynamic event-triggered $ H_{\infty} $ quantized control for neural networks with sensor saturations and stochastic deception attacks. To save the limited network resources, a dynamic event-triggered scheme is offered, which includes the general one. And a lower trigger frequency can be obtained by appropriately adjusting the triggering error. Then, a new closed-loop quantized control model is established under a dynamic event-triggered scheme, sensor saturations, and stochastic deception attacks, which is described by two independent Bernoulli-distributed variables. Moreover, by Lyapunov-Krasovskii functional theory, a new $ H_{\infty} $ performance criterion is given, and based on the criterion, the controller design approach is derived. Finally, simulations are listed to verify the validity of derived methods.
Citation: Zongying Feng, Guoqiang Tan. Dynamic event-triggered $ H_{\infty} $ control for neural networks with sensor saturations and stochastic deception attacks[J]. Electronic Research Archive, 2025, 33(3): 1267-1284. doi: 10.3934/era.2025056
This paper is devoted to dealing with the dynamic event-triggered $ H_{\infty} $ quantized control for neural networks with sensor saturations and stochastic deception attacks. To save the limited network resources, a dynamic event-triggered scheme is offered, which includes the general one. And a lower trigger frequency can be obtained by appropriately adjusting the triggering error. Then, a new closed-loop quantized control model is established under a dynamic event-triggered scheme, sensor saturations, and stochastic deception attacks, which is described by two independent Bernoulli-distributed variables. Moreover, by Lyapunov-Krasovskii functional theory, a new $ H_{\infty} $ performance criterion is given, and based on the criterion, the controller design approach is derived. Finally, simulations are listed to verify the validity of derived methods.

| [1] |
Z. Feng, H. Shao, L. Shao, Further improved stability results for generalized neural networks with time-varying delays, Neurocomputing, 367 (2019), 308–318. https://doi.org/10.1016/j.neucom.2019.07.019 doi: 10.1016/j.neucom.2019.07.019

|
| [2] |
Y. Sheng, H. Zhang, Z. Zeng, Stabilization of fuzzy memristive neural networks with mixed time delays, IEEE Trans. Fuzzy Syst., 26 (2018), 2591–2606. https://doi.org/10.1109/TFUZZ.2017.2783899 doi: 10.1109/TFUZZ.2017.2783899
|
| [3] |
H. Wei, K. Zhang, M. Zhang, Q, Li, J. Wang, Dissipative synchronization of Semi-Markovian jumping delayed neural networks under random deception attacks: An event-triggered impulsive control strategy, J. Franklin Inst., 361 (2024), 106835. https://doi.org/10.1016/j.jfranklin.2024.106835 doi: 10.1016/j.jfranklin.2024.106835
|
| [4] |
A. Kazemy, J. Lam, X. Zhang, Event-triggered output feedback synchronization of master-slave neural networks under deception attacks, IEEE Trans. Neural Networks Learn. Syst., 33 (2022), 952–961. https://doi.org/10.1109/TNNLS.2020.3030638 doi: 10.1109/TNNLS.2020.3030638
|
| [5] |
X. Liang, J. Xu, Control for networked control systems with remote and local controllers over unreliable communication channel, Automatica, 98 (2018), 86–94. https://doi.org/10.1016/j.automatica.2018.09.015 doi: 10.1016/j.automatica.2018.09.015
|
| [6] |
W. Qi, N. Zhang, G. Zong, S. Su, H. Yan, R. Yeh, Event-triggered SMC for networked markov jumping systems with channel fading and applications: Genetic algorithm, IEEE Trans. Cybern., 53 (2023), 6503–6515. https://doi.org/10.1109/TCYB.2023.3253701 doi: 10.1109/TCYB.2023.3253701
|
| [7] |
Y. Shen, F. Li, D. Zhang, Y. Wang, Y. Liu, Event-triggered output feedback $H_{\infty}$ control for networked control systems, Int. J. Robust Nonlinear Control, 29 (2019), 166–179. https://doi.org/10.1002/rnc.4380 doi: 10.1002/rnc.4380
|
| [8] |
Q. Li, H. Wei, W. Gong, J. Wang, $H_{\infty}$ synchronization of semi-Markovian switching complex-valued networks with time-varying delay: A delay-dependent event-triggered mechanism, Int. J. Robust Nonlinear Control, 35 (2025), 1539–1556. https://doi.org/10.1002/rnc.7739 doi: 10.1002/rnc.7739
|
| [9] |
Y. Zhao, H. Wu, Fixed/prescribed stability criterions of stochastic system with time-delay, AIMS Math., 9 (2024), 14425–14453. https://doi.org/10.3934/math.2024701 doi: 10.3934/math.2024701
|
| [10] |
X. Hou, H. Wu, J. Cao, Observer-based prescribed-time synchronization and topology identification for complex networks of piecewise-smooth systems with hybrid impulses, Comput. Appl. Math., 43 (2024), 180. https://doi.org/10.1007/s40314-024-02701-x doi: 10.1007/s40314-024-02701-x
|
| [11] |
G. Tan, W. Chen, J. Yang, X. Tran, Z. Li, Dual control for autonomous airborne source search with Nesterov accelerated gradient descent: Algorithm and performance analysis, Neurocomputing, 630 (2025), 129729. https://doi.org/10.1016/j.neucom.2025.129729 doi: 10.1016/j.neucom.2025.129729
|
| [12] |
Z. Wu, H. Mo, J. Xiong, M. Xie, Adaptive event-triggered observer-based output feedback $L_{\infty}$ load frequency control for networked power systems, IEEE Trans. Ind. Inf., 16 (2020), 3952–3962. 10.1109/TII.2019.2942637 doi: 10.1109/TII.2019.2942637
|
| [13] |
D. Liu, G. Yang, A dynamic event-triggered control approach to leader-following consensus for linear multiagent systems, IEEE Trans. Syst. Man Cybern.: Syst., 51 (2021), 6271–6279. https://doi.org/10.1109/TSMC.2019.2960062 doi: 10.1109/TSMC.2019.2960062
|
| [14] |
C. Li, X. Zhao, C. Wu, L. Liu, N. Zhao, Periodic event-triggered dynamic output feedback control for networked control systems subject to packet dropouts, ISA Trans., 140 (2023), 97–108. https://doi.org/10.1016/j.isatra.2023.06.001 doi: 10.1016/j.isatra.2023.06.001
|
| [15] |
J. Sun, Z. Zeng, Periodic event-triggered control for networked control systems with external disturbance and input and output delays, IEEE Trans. Cybern., 53 (2023), 6386–6394. 10.1109/TCYB.2022.3164214 doi: 10.1109/TCYB.2022.3164214
|
| [16] |
W. Wang, Y. Wang, X. Liu, Z. Liu, Quantization-dependent dynamic event-triggered control for networked switched systems under denial-of-service attacks, IEEE Trans. Syst. Man Cybern.: Syst., 54 (2024), 3822–3833. https://doi.org/10.1109/TSMC.2024.3373006 doi: 10.1109/TSMC.2024.3373006
|
| [17] |
X. Zhang, Q. Han, B. Zhang, X. Ge, D. Zhang, Accumulated-state-error-based event-triggered sampling scheme and its application to $H_{\infty}$ control of sampled-data systems, Sci. China Inf. Sci., 67 (2024), 162206. https://doi.org/10.1007/s11432-023-4038-3 doi: 10.1007/s11432-023-4038-3
|
| [18] |
X. Zhao, H. Wu, J. Cao, L. Wang, Prescribed-time synchronization for complex dynamic networks of piecewise smooth systems: A hybrid event-triggering control approach, Qual. Theor. Dyn. Syst., 24 (2025), 11. https://doi.org/10.1007/s12346-024-01166-x doi: 10.1007/s12346-024-01166-x
|
| [19] |
X. Hou, H. Wu, J. Cao, Practical finite-time synchronization for Lur'e systems with performance constraint and actuator faults: A memory-based quantized dynamic event-triggered control strategy, Appl. Math. Comput., 487 (2025), 129108. https://doi.org/10.1016/j.amc.2024.129108 doi: 10.1016/j.amc.2024.129108
|
| [20] |
J. Cao, D. Ding, J. Liu, E. Tian, S. Hu, X. Xie, Hybrid-triggered-based security controller design for networked control system under multiple cyber attacks, Inf. Sci, 548 (2021), 69–84. https://doi.org/10.1016/j.ins.2020.09.046 doi: 10.1016/j.ins.2020.09.046
|
| [21] |
C. Peng, J. Li, M. Fei, Resilient event-triggering $H_{\infty}$ load frequency control for multi-area power systems with energy-limited dos attacks, IEEE Trans. Power Syst., 32 (2017), 4110–4118. https://doi.org/10.1109/TPWRS.2016.2634122 doi: 10.1109/TPWRS.2016.2634122
|
| [22] |
S. Hu, D. Yue, Z. Cheng, E. Tian, X. Xie, X. Chen, Co-design of dynamic event-triggered communication scheme and resilient observer-based control under aperiodic dos attacks, IEEE Trans. Cybern., 51 (2021), 4591–4601. https://doi.org/10.1109/TCYB.2020.3001187 doi: 10.1109/TCYB.2020.3001187
|
| [23] |
J. Lian, Y. Han, Switching-like event-triggered control for networked Markovian jump systems under deception attack, IEEE Trans. Circuits Syst. II: Express Briefs, 68 (2021), 3271–3275. https://doi.org/10.1109/TCSII.2021.3065679 doi: 10.1109/TCSII.2021.3065679
|
| [24] |
W. Qi, N. Zhang, G. Zong, S. Su, J. Cao, J. Cheng, Asynchronous sliding-mode control for discrete-time networked hidden stochastic jump systems with cyber attacks, IEEE Trans. Cybern., 54 (2024), 1934–1946. https://doi.org/10.1109/TCYB.2023.3300120 doi: 10.1109/TCYB.2023.3300120
|
| [25] |
Y. Yao, Y. Kang, Y. Zhao, P. Li, J. Tan, Prescribed-time output feedback control for cyber–physical systems under output constraints and malicious attacks, IEEE Trans. Cybern., 54 (2024), 6518–6530. https://doi.org/10.1109/TCYB.2024.3418384 doi: 10.1109/TCYB.2024.3418384
|
| [26] |
H. Ji, H. Zhang, C. Li, S. Tian, J. Lu, Y. Wei, $H_{\infty}$ control for time-delay systems with randomly occurring nonlinearities subject to sensor saturations, missing measurements and channel fadings, ISA Trans., 75 (2018), 38–51. https://doi.org/10.1016/j.isatra.2018.02.015 doi: 10.1016/j.isatra.2018.02.015
|
| [27] |
X. Chu, M. Li, $H_{\infty}$ non-fragile observer-based dynamic event-triggered sliding mode control for nonlinear networked systems with sensor saturation and dead-zone input, ISA Trans., 94 (2019), 93–107. https://doi.org/10.1016/j.isatra.2019.04.018 doi: 10.1016/j.isatra.2019.04.018
|
| [28] |
L. Zha, J. Liu, J. Cao, Security control for T-S fuzzy systems with multi-sensor saturations and distributed event-triggered mechanism, J. Franklin Inst., 357 (2020), 2851–2867. https://doi.org/10.1016/j.jfranklin.2020.02.013 doi: 10.1016/j.jfranklin.2020.02.013
|
| [29] | Y. Yao, X. Liang, Y. Kang, Y. Zhao, J. Tan, L. Gu, Dual flexible prescribed performance control of input saturated high-order nonlinear systems, IEEE Trans. Cybern., 2025. https://doi.org/10.1109/TCYB.2024.3524242 |
| [30] |
Y. Yao, Y. Kang, Y. Zhao, P. Li, J. Tan, Flexible prescribed performance output feedback control for nonlinear systems with input saturation, IEEE Trans. Fuzzy Syst., 32 (2024), 6012–6022. https://doi.org/10.1109/TFUZZ.2024.3418772 doi: 10.1109/TFUZZ.2024.3418772
|
| [31] | Y. Yao, Y. Kang, Y. Zhao, J. Tan, L. Gu, G. Shi, Sliding flexible prescribed performance control for input saturated nonlinear systems, IEEE Trans. Fuzzy Syst., (2024), 1–12. https://doi.org/10.1109/TFUZZ.2024.3516132 |
| [32] |
L. Cheng, H. Yan, Y. Tian, X. Zhan, C. Chen, Dynamic event-triggered $H_{\infty}$ control for networked control systems with denial-of-service attacks, IEEE Trans. Circuits Syst. II: Express Briefs, 71 (2024), 642–646. https://doi.org/10.1109/TCSII.2022.3194998 doi: 10.1109/TCSII.2022.3194998
|
| [33] |
Y. Yao, J. Tan, J. Wu, X. Zhang, Decentralized adaptive neural safe tracking control for nonlinear systems with conflicted output constraints, ISA Trans., 137 (2023), 263–274. https://doi.org/10.1016/j.isatra.2023.01.002 doi: 10.1016/j.isatra.2023.01.002
|
| [34] |
Z. Feng, H. Shao, Quantized $H_{\infty}$ filtering for networked systems with stochastic cyber attacks: a dynamic event-triggered scheme, Trans. Inst. Meas. Control, 46 (2024), 611–623. https://doi.org/10.1177/01423312231181964 doi: 10.1177/01423312231181964
|
| [35] |
J. Liu, Y. Gu, J. Cao, S. Fei, Distributed event-triggered $H_{\infty}$ filtering over sensor networks with sensor saturations and cyber-attacks, ISA Trans., 81 (2018), 63–75. https://doi.org/10.1016/j.isatra.2018.07.018 doi: 10.1016/j.isatra.2018.07.018
|
| [36] |
J. Liu, E. Tian, X. Xie, H. Lin, Distributed event-triggered control for networked control systems with stochastic cyber-attacks, J. Franklin Inst., 356 (2019), 10260–10276. https://doi.org/10.1016/j.jfranklin.2018.01.048 doi: 10.1016/j.jfranklin.2018.01.048
|
| [37] |
Q. Zhang, H. Yan, H. Zhang, S. Chen, M. Wang, $H_{\infty}$ control of singular system based on stochastic cyber-attacks and dynamic event-triggered mechanism, IEEE Trans. Syst. Man Cybern.: Syst., 51 (2021), 7510–7516. https://doi.org/10.1109/TSMC.2020.2972395 doi: 10.1109/TSMC.2020.2972395
|
| [38] |
Y. Wang, Y. Lei, T. Bian, Z. Guan, Distributed control of nonlinear multiagent systems with unknown and nonidentical control directions via event-triggered communication, IEEE Trans. Cybern., 50 (2020), 1820–1832. https://doi.org/10.1109/TCYB.2019.2908874 doi: 10.1109/TCYB.2019.2908874
|
| [39] |
H. Shao, Q. Han, Z. Zhang, X. Zhu, Sampling-interval-dependent stability for sampled-data systems with state quantization, Int. J. Robust Nonlinear Control, 24 (2014), 2995–3008. https://doi.org/10.1002/rnc.3038 doi: 10.1002/rnc.3038
|
| [40] |
Y. Liu, Z. Wang, X. Liu, Global exponential stability of generalized recurrent neural networks with discrete and distributed delays, Neural Networks, 19 (2006), 667–675. https://doi.org/10.1016/j.neunet.2005.03.015 doi: 10.1016/j.neunet.2005.03.015
|
| [41] |
J. Wang, X. Zhang, Q. Han, Event-triggered generalized dissipativity filtering for neural networks with time-varying delays, IEEE Trans. Neural Networks Learn. Syst., 27 (2016), 77–88. https://doi.org/10.1109/TNNLS.2015.2411734 doi: 10.1109/TNNLS.2015.2411734
|
| [42] |
Z. Feng, H. Shao, L. Shao, Further results on event-triggered $H_{\infty}$ networked control for neural networks with stochastic cyber-attacks, Appl. Math. Comput., 386 (2020), 125431. https://doi.org/10.1016/j.amc.2020.125431 doi: 10.1016/j.amc.2020.125431
|
| [43] |
Q. Han, Y. Liu, F. Yang, Optimal communication network-based $H_{\infty}$ quantized control with packet dropouts for a class of discrete-time neural networks with distributed time delay, IEEE Trans. Neural Networks Learn. Syst., 27 (2016), 426–434. https://doi.org/10.1109/TNNLS.2015.2411290 doi: 10.1109/TNNLS.2015.2411290
|
| [44] |
X. Zhang, Q. Han, X. Ge, D. Ding, An overview of recent developments in Lyapunov-Krasovskii functionals and stability criteria for recurrent neural networks with time-varying delays, Neurocomputing, 313 (2018), 392–401. https://doi.org/10.1016/j.neucom.2018.06.038 doi: 10.1016/j.neucom.2018.06.038
|


Figures(3) / Tables(1)
Zongying Feng, Guoqiang Tan. Dynamic event-triggered $ H_{\infty} $ control for neural networks with sensor saturations and stochastic deception attacks[J]. Electronic Research Archive, 2025, 33(3): 1267-1284. doi: 10.3934/era.2025056






 DownLoad:
DownLoad: