Citation: Mahmoud A Rabah. Lead, zinc and copper fine powder with controlled size and shape[J]. AIMS Materials Science, 2017, 4(6): 1358-1371. doi: 10.3934/matersci.2017.6.1358

| [1] | Thornton CP (2007) Of brass and bronze in prehistoric Southwest Asia. Papers and Lectures Online. Archetype Publications. |
| [2] | SahuandK K, Agrawal A (2017) Recycling of metals from secondary sources treatment options. Wikipedia, online 2017. |
| [3] | Solisio C, Marco P, Piergiorgio P, et al. (1999) Electrochemical remediationofcopper(II) from an industrial effluent. Part I: Monopolar plate electrodes. Resour Conserv Recy 26: 115–124. |
| [4] |
Ahmed IM, Nayl AA, Daoud JA (2016) Leaching and recovery of zinc and copper from brass slag by sulfuric acid. J Saudi Chem Soc 20: S280–S285. doi: 10.1016/j.jscs.2012.11.003

|
| [5] |
Foda S, Rabah M (1999) Hydrometallurgical recovery of metal values from brass melting slag. Hydrometallurgy 53: 31–44. doi: 10.1016/S0304-386X(99)00030-4
|
| [6] |
Jha, MK, Kumar V, Singh RJ (2001) Review of hydrometallurgical recovery of zinc from industrial wastes. Resour Conserv Recy 33: 1–22. doi: 10.1016/S0921-3449(00)00095-1
|
| [7] |
Rabah MA, El-Sayed AS (1995) Recovery of zinc and some of its valuable salts from secondary resources and wastes. Hydrometallurgy 37: 23–32. doi: 10.1016/0304-386X(94)00015-U
|
| [8] |
Turan MD, Altundoğan, HS, Tümen F (2004) Recovery of zinc and lead from zinc plant residue. Hydrometallurgy 75: 169–176. doi: 10.1016/j.hydromet.2004.07.008
|
| [9] | Hodjaoglu GA, Ivanov IS (2014) Metal recovery of solid metallurgical wastes. Galvanostatic electroextraction of copper from sulphate electrolytes containing Zn2+ and Fe2+ ions. Bulgarian Chem Commun 46: 150–156. |
| [10] | Meija J, Coplen TB, Berglund M, et al. (2016) Atomic weights of the elements 2013 (IUPAC Technical Report). Pure Appl Chem 88 : 265– 2 91. |
| [11] | Suganty K, Norita M (2003) Recovery of copper using an electro MP–Cell operated in anelectrogenerative mode. Sep Purif Technol 118: 279–284. |
| [12] | Weast R (1984) CRC, Handbook of Chemistry and Physics. Boca Raton, Florida: Chem Rubber Company Publishing. pp. E110. |
| [13] | Environmental Quality Act 1974 (Act 127), Regulations, Rules &Orders, International Law Book Services, Kuala Lumpur, 2009. |
| [14] | Skipton S, Hay D (1998) Drinking Water: Copper. Available from: http://www.ianr.unl.edu/pubs/Water/g1360.htm. |
| [15] |
Chang FC, Lo SL, Ko CH (2007) Recovery of copper and chelating agents fromsludge extracting solutions. Sep Purif Technol 53: 49–56. doi: 10.1016/j.seppur.2006.06.011
|
| [16] |
Cay S, Uyanık A, Ozasik A (2004) Single and binary component adsorption ofcopper(II) and cadmium(II) from aqueous solutions using tea-industry waste. Sep Purif Technol 38: 273–280. doi: 10.1016/j.seppur.2003.12.003
|
| [17] |
Basha CA, Bhadrinarayana NS, Anantharaman N, et al. (2008) Heavymetal removal from copper smelting effluent using electrochemical cylindricalflow reactor. J Hazard Mater 152: 71–78. doi: 10.1016/j.jhazmat.2007.06.069
|
| [18] |
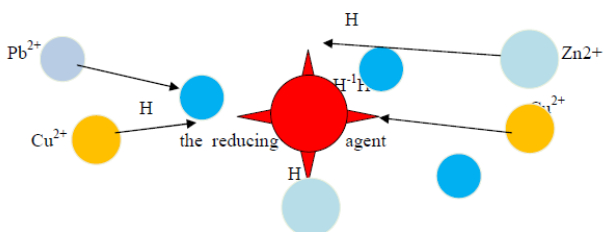
Chen JP, Lim LL (2002) Key factors in chemical reduction by hydrazine for recoveryof precious metals. Chemosphere 49: 363–370. doi: 10.1016/S0045-6535(02)00305-3
|
| [19] | Jean-Pierre S, Paul B (2002) "Hydrazine" in Ullmann's Encyclopedia of Industrial Chemistry, Wiley-VCH, Weinheim, 2002. |
| [20] | Haws JL , Harden DG (1965) Thermodynamic Properties of Hydrazine . J Spacecraft Rockets 2 (6): 972–974 . |
| [21] | Eiblmaier J, Saller H, Heidelberg DG (2017) Outline PubChem, open chemistry database, online 4/45. |
| [22] |
Wu S, Meng S (2005) Preparation of ultrafine silver powder using ascorbic acid as reducing agent and its application in MLCI. Mater Chem Phys 89: 423–427. doi: 10.1016/j.matchemphys.2004.09.026
|
| [23] | .Fernandez-Merino MJ, Guardia L, Paredes JI, et al. (2010) Vitamin C Is an Ideal Substitute for Hydrazine in theReduction of Graphene Oxide Suspensions. J Phys Chem C 114: 6426–6432. |
Figures(14) / Tables(2)

Mahmoud A Rabah. Lead, zinc and copper fine powder with controlled size and shape[J]. AIMS Materials Science, 2017, 4(6): 1358-1371. doi: 10.3934/matersci.2017.6.1358







 DownLoad:
DownLoad: