Citation: Howard J Mason, Susan Fraser, Andrew Thorpe, Paul Roberts, Gareth Evans. Reducing dust and allergen exposure in bakeries[J]. AIMS Allergy and Immunology, 2017, 1(4): 194-206. doi: 10.3934/Allergy.2017.4.194

| [1] |
Baur X, Degens P, Sander I (1998) Baker's asthma: still among the most frequent occupational respiratory disorders. J Allergy Clin Immunol 102: 984–997. doi: 10.1016/S0091-6749(98)70337-9

|
| [2] |
Brisman J (2002) Baker's asthma. Occup Environ Med 59: 498–502. doi: 10.1136/oem.59.7.498
|
| [3] | Health and Safety Executive (2016) Work-related and occupational asthma in Great Britain, 1–9. Available from: http://www.hse.gov.uk/statistics/causdis/asthma/. |
| [4] |
Baur X, Posch A (1998) Characterized allergens causing bakers' asthma. Allergy 53: 562–566. doi: 10.1111/j.1398-9995.1998.tb03931.x
|
| [5] |
Wiley K, Smith M, Allan L, et al. (1997) Measurement of airborne flour exposure with a monoclonal antibody-based immunoassay. Int Arch Allergy Imm 114: 278–284. doi: 10.1159/000237680
|
| [6] | Salcedo G, Quirce S, Diaz-Perales A (2011) Wheat allergens associated with Baker's asthma. J Invest Allerg Clin 21: 81–92. |
| [7] |
Harris-Roberts J, Robinson E, Waterhouse J, et al. (2009) Sensitization to wheat flour and enzymes and associated respiratory symptoms in British bakers. Am J Ind Med 52: 133–140. doi: 10.1002/ajim.20639
|
| [8] |
Nieuwenhuijsen M, Heederik D, Doekes G, et al. (1999) Exposure-response relations of alpha-amylase sensitisation in British bakeries and flour mills. Occup Environ Med 56: 197–201. doi: 10.1136/oem.56.3.197
|
| [9] |
Smith T, Lumley K, Hui E (1997) Allergy to flour and fungal amylase in bakery workers. Occup Med 47: 21–24. doi: 10.1093/occmed/47.1.21
|
| [10] |
Houba R, Van RP, Doekes G, et al. (1997) Airborne levels of alpha amylase allergens in bakeries. J Allergy Clin Immunol 99: 286–292. doi: 10.1016/S0091-6749(97)70044-7
|
| [11] |
Elms J, Fishwick D, Walker J, et al. (2003) Prevalence of sensitisation to cellulase and xylanase in bakery workers. Occup Environ Med 60: 802–804. doi: 10.1136/oem.60.10.802
|
| [12] |
Baur X, Pau M, Czuppon A, et al. (1996) Characterisation of soybean allergens causing sensitisation of occupationally exposed bakers. Allergy 51: 326–330. doi: 10.1111/j.1398-9995.1996.tb04617.x
|
| [13] | Elms J, Robinson E, Mason H, et al. (2006) Enzyme exposure in the British baking industry. Ann Occup Hyg 50: 379–384. |
| [14] |
Van TM, Galea KS, Ticker J, et al. (2009) Temporal trends of flour dust exposure in the United Kingdom, 1985–2003. J Environ Monitor 11: 1492–1497. doi: 10.1039/b906055c
|
| [15] |
Fishwick D, Elms J, Curran AD (2004) Preventing baker's asthma: an alternative strategy. Occup Med 54: 21–27. doi: 10.1093/occmed/kqg122
|
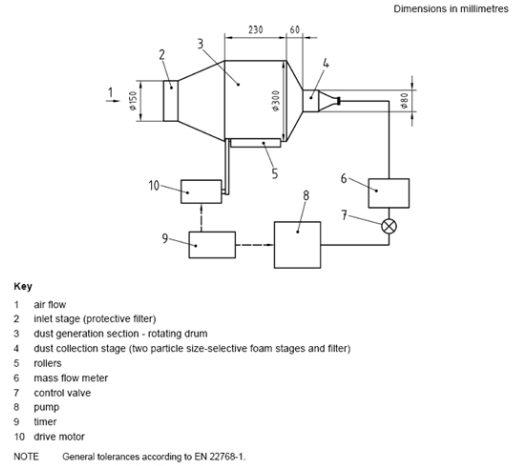
| [16] | European Committee for Standardization (2006) Workplace atmospheres-Measurement of the dustiness of bulk materials-Requirements and test methods. EN 15051. Brussels, Belgium: CEN. Available from: http://www.standardscentre.co.uk/bs/BS-EN-15051-2006/. |
| [17] |
Baur X, Pau M, Czuppon A, et al. (1996) Characterisation of soybean allergens causing sensitisation of occupationally exposed bakers. Allergy 51: 326–330. doi: 10.1111/j.1398-9995.1996.tb04617.x
|
| [18] |
Bush RK, Schroeckenstein D, Meierdavis S, et al. (1988) Soybean flour asthma: detection of allergens by immunoblotting. J Allergy Clin Immunol 82: 251–255. doi: 10.1016/0091-6749(88)91007-X
|
| [19] |
Quirce S, Fernándeznieto M, Polo F, et al. (2002) Soybean trypsin inhibitor is an occupational inhalant allergen. J Allergy Clin Immunol 109: 178. doi: 10.1067/mai.2002.120952
|
| [20] | Mason H, Gómez-Ollés S, Cruz MJ, et al. (2015) Levels of soya aeroallergens during dockside unloading as measured by personal and static sampling. Arh Hig Rada Toksiko 66: 23–29. |
| [21] |
Mason H, Gómez-Ollés S, Cruz MJ, et al. (2017) Quantifying dustiness, specific allergens and endotoxin in bulk soya imports. Environments 4: 76. doi: 10.3390/environments4040076
|
| [22] | Tatham A, Shewry P (2008) Allergens in wheat and related cereals. Clin Exp Allergy 38: 1712–1726. |
Figures(1) / Tables(7)

Howard J Mason, Susan Fraser, Andrew Thorpe, Paul Roberts, Gareth Evans. Reducing dust and allergen exposure in bakeries[J]. AIMS Allergy and Immunology, 2017, 1(4): 194-206. doi: 10.3934/Allergy.2017.4.194






 DownLoad:
DownLoad: